Wie Hermès vom Lederwarenspezialisten zur anerkannten Uhrenmarke wurde – symbolisiert durch die neue Slim d’Hermès Faubourg of dreams.


Bei der Dresdner Manufaktur Lang & Heyne sind viele uhrmacherische und handwerkliche Aspekte selbstverständlich – für Außenstehende aber selten sichtbar und daher besonders spannend, genauer zu betrachten.
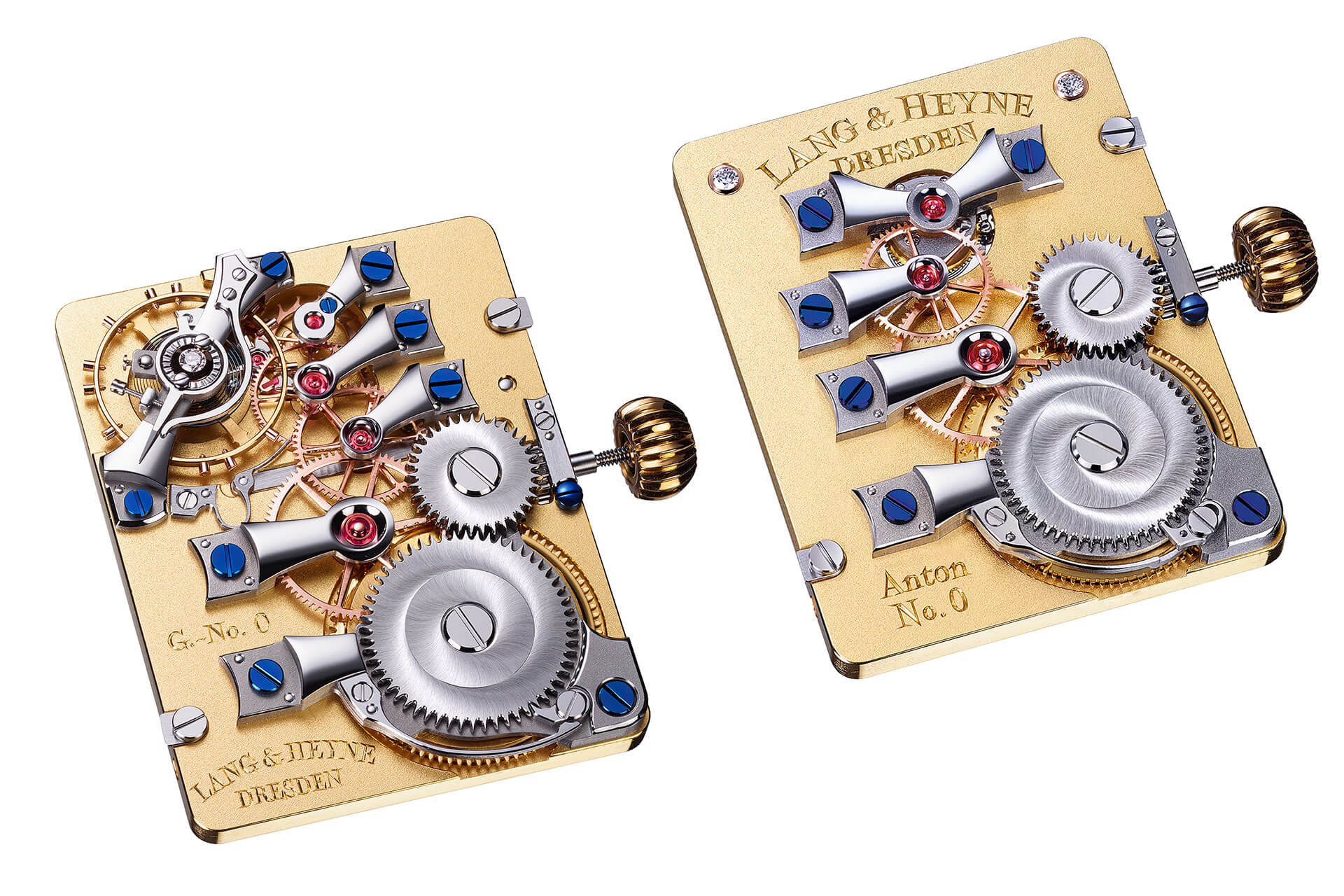
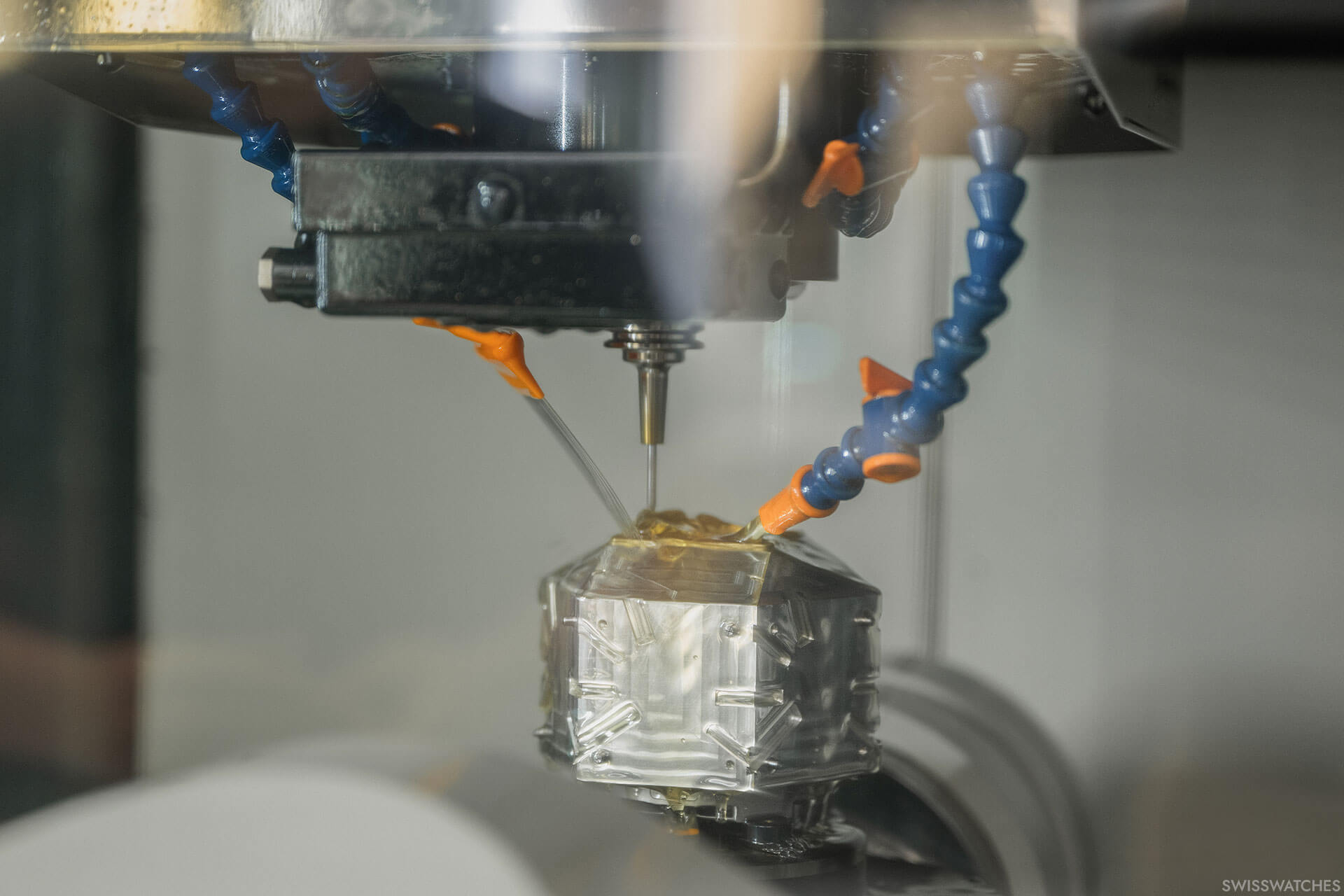
Lang & Heyne wurde erst 2001 gegründet, hat sich aber dank der uhrmacherischen und handwerklichen Kompetenz schnell einen Namen unter Sammlern gemacht. Die Manufaktur hat ihren Sitz in einer alten Mühle bei Dresden und will die Tradition der berühmten Hofuhrmacher der Stadt wie Johann Heinrich Seyffert oder Johann Friedrich Gutkaes fortsetzen. Die Modelle sind konsequenterweise nach sächsischen Kurfürsten und Königen benannt. Lediglich 150-200 Zeitmesser entstehen hier im Jahr. Das liegt vor allem an der aufwendigen und zeitintensiven Herstellung und Verzierung, denn Lang & Heyne verfügt über eine Fertigungstiefe von mehr als 90 Prozent. Die Lang & Heyne Manufaktur stellt nahezu alle Werkteile selbst her, sowie das Hemmungssystem und auch Zeiger und viele Zifferblätter, zum Beispiel in Champlevé-Emaille, entstehen hier in Handarbeit.

Die geringen Stückzahlen und die handwerkliche Fertigung sind auch der Grund, warum Kundenwünsche nach anderen Zeigern, besonderen Gravuren und Metallfarben im Werk oder verschiedenen Emailzifferblättern gerne und oft berücksichtigt werden. Das machen größere Manufakturen dieser Highend-Klasse eher selten und es wird extrem teuer, sollten dort Wünsche berücksichtigt werden.
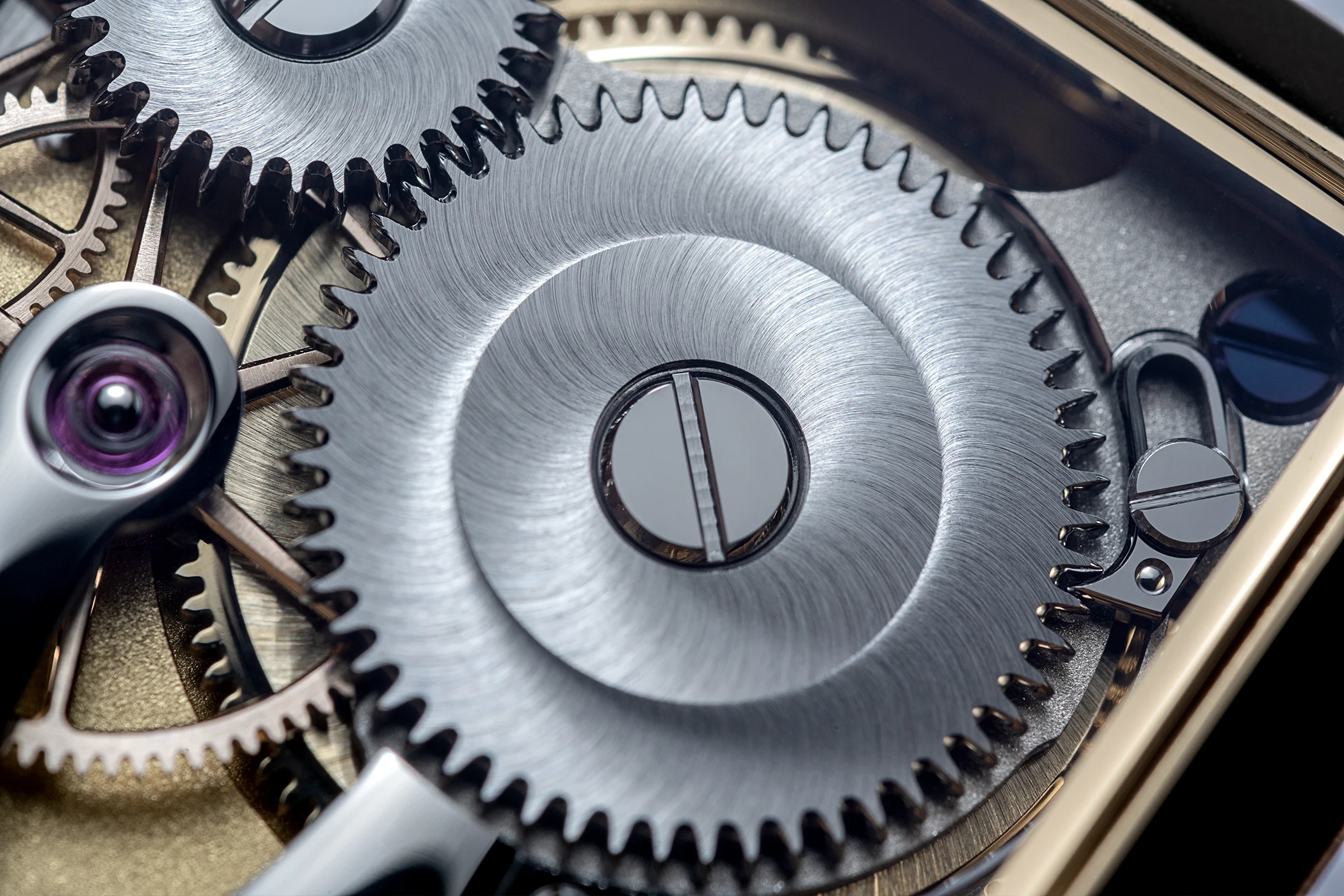
Sächsische Konstruktionsmerkmale, die man teilweise heute kaum noch findet, sind in der Lang & Heyne Manufaktur wichtig. Dazu gehören handgravierte Unruhkloben, Schwanenhals-Feinregulierung oder verschraubte Goldchatons. Sogar Diamantdecksteine für die Unruh erhalten bei Lang & Heyne alle Uhren – eine Besonderheit, die bei Glashütter Manufakturen in der Vergangenheit ein Merkmal der höchsten Qualitätsstufe war. Spektakulär ist aber auch das Formwerk der Georg mit den einmaligen, runden und polierten Kloben.
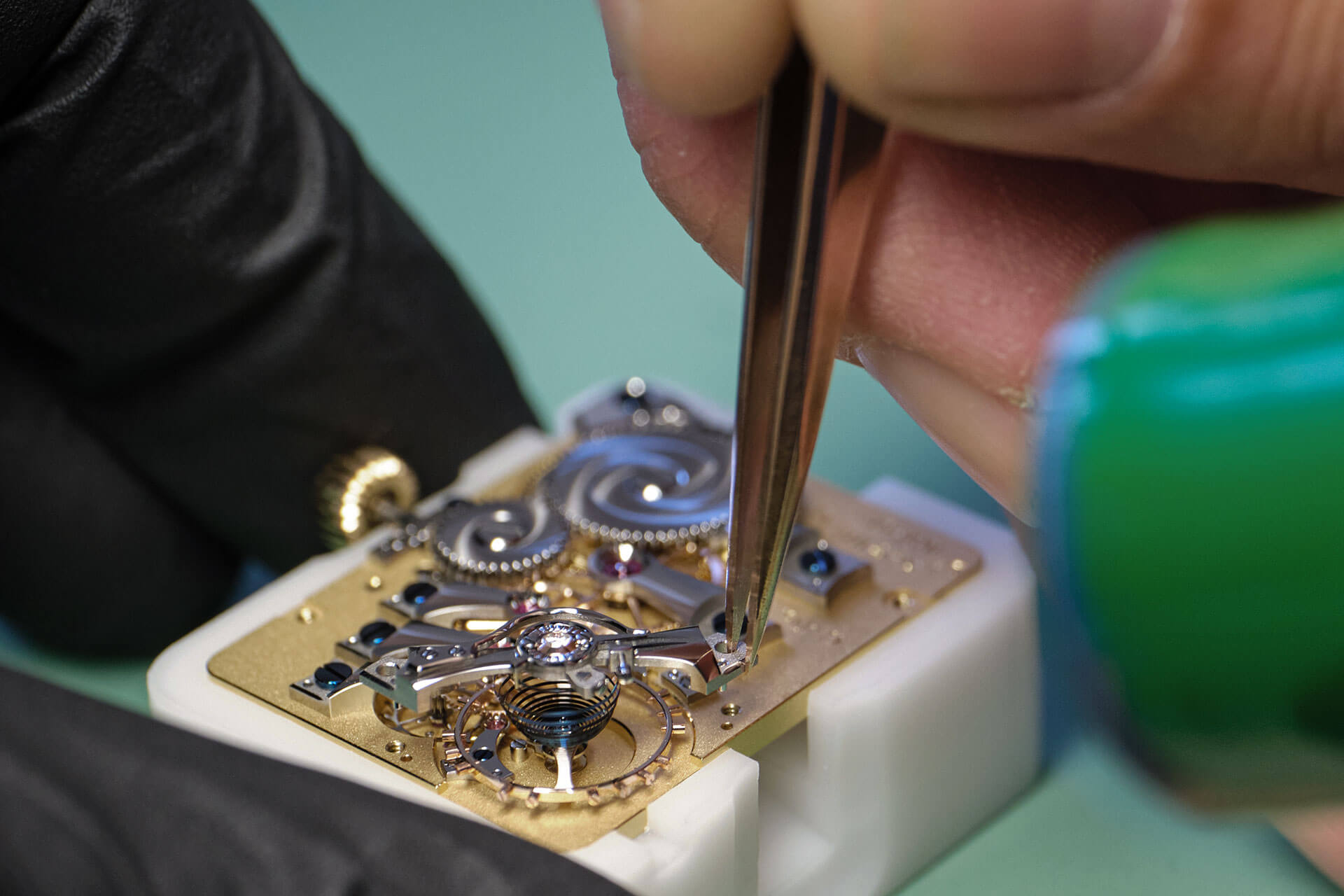
Allen Werken gemein ist die zeitintensive und hingebungsvolle Verzierung sämtlicher Teile nach traditioneller Art von Hand – auch an den Unterseiten und bei Teilen, die nicht sichtbar sind. Aber auch die Funktion spielt eine wichtige Rolle, und dafür wenden die Mitarbeiter in der Lang & Heyne Manufaktur ebenfalls viel Zeit auf. Jens Schneider, Chefuhrmacher und Entwicklungsleiter, spricht von einer „Entdeckungsreise durch die Uhr“, die beim Kauf beginnt und bei der der Kunde immer wieder neue Details im Werk entdecken soll.

Ein Beispiel dafür ist das Schwingsystem. Bei volumenreichen Herstellern werden Unruhspiralen und Unruhen klassiert, das heißt, sie werden nach Gewicht und Drehmoment in jeweils 20 Klassen eingeteilt und dann innerhalb einer Klasse miteinander verbunden, um die Gangabweichungen schon vor dem Regulieren gering zu halten. Dieses Vorgehen ist bei Lang & Heyne mit 150 Uhren im Jahr natürlich nicht sinnvoll. Da die Länge der Spirale vorgegeben ist, muss entsprechend mehr an der Unruh gemacht werden. Die Spirale kommt nach den Vorgaben von Lang & Heyne von der Firma Precision Engineering.


Damit eine schöne große Schraubenunruh in den Werken schwingen kann, arbeiten die Uhren von Lang & Heyne mit traditionellen, eher gemächlichen 18.000 Halbschwingungen pro Stunde. Der Unruhreif wird aus nicht magnetisierbarer Bronze in den hauseigenen CNC-Maschinen vorgefertigt. Er erhält dort die Gewinde für die Gewichtsschrauben und später eine aufwendige Politur von Hand. Die Schenkel der Unruh verzieren die Uhrmacher mit einem Kreisschliff. Nun werden die Gewichtsschrauben aus Gold ergänzt.


Im Anschluss wird die Unruh statisch ausgewuchtet. Dafür gibt es eine Unruhwaage, in die das Bauteil horizontal eingelegt wird. Die schwerste Seite der Unruh dreht sich dann nach unten. Einzelne Gewichtsschrauben können durch leichtere oder schwerere ersetzt werden. Bei kleineren Beträgen werden die Schraubenköpfe im Durchmesser abgedreht, um sie leichter zu machen. Bei Tourbillonuhren, die aufgrund der Bauart keine Schwanenhals-Feinregulierung mit Rücker haben, kommen auch Regulierschrauben zum Einsatz. Diese klemmen in geschlitzten Gewindebohrungen des Unruhreifes. Dadurch können sie zum Regulieren und Auswuchten sowohl hinein- als auch herausgedreht werden, wodurch sich das Trägheitsmoment der Unruh verändert.

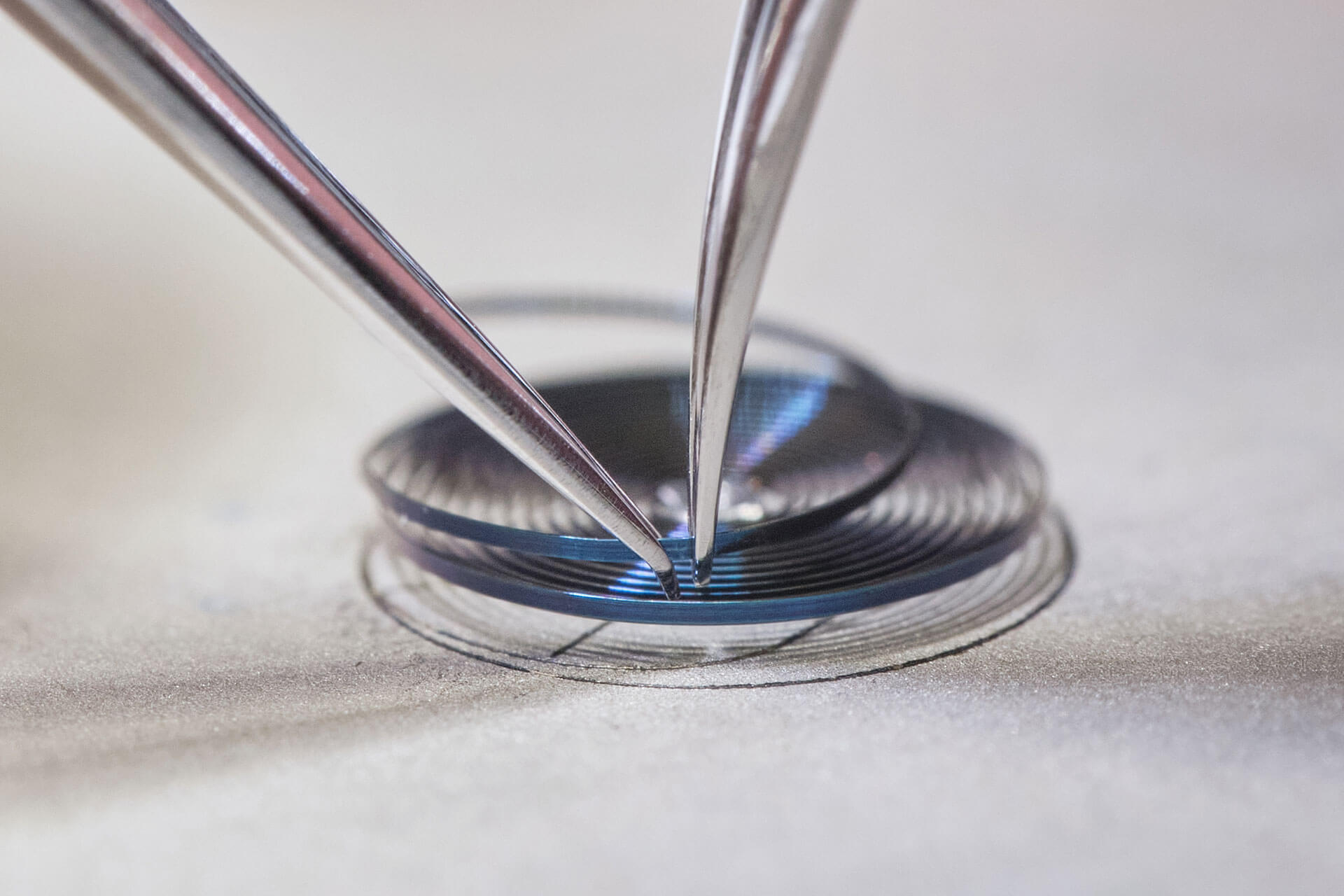
Als nächstes wird die Spirale montiert, gerichtet und die Endkurve von Hand nach den Gerstenberg’schen Kurventafeln gebogen, damit die Spirale gleichmäßig atmet – der Schwerpunkt also immer im Zentrum bleibt. Die Spirale muss an der Spiralrolle so eingestellt werden, dass kein Abfallfehler entsteht, also dass die Ruhelage der Unruh der Mittellage des Ankers entspricht.

Nun folgt das dynamische Auswuchten: Mit der Zeitwaage kontrollieren die Uhrmacher die unterschiedlichen Lagen und entfernen an den entsprechenden Schrauben Material. Das geschieht, indem der Uhrmacher mit Hilfe eines Hohlfräsers die Fase am Schraubenkopf etwas verbreitert. Mit dem Rücker kann der Gang dann feineingestellt werden. Man kann sich leicht vorstellen, dass allein Montage, Auswuchten und Einstellung von Unruh und Gang viele Stunden dauern.

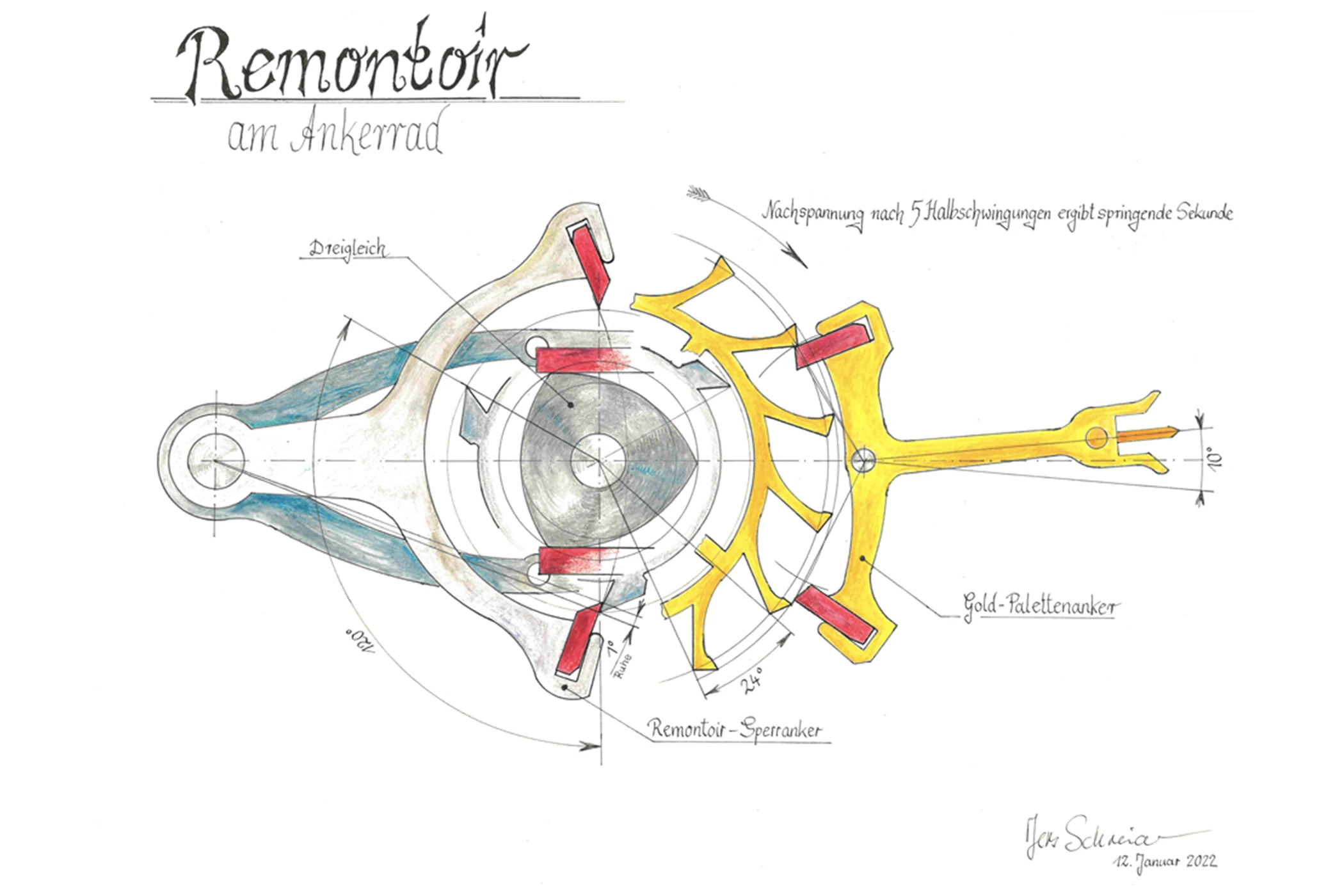
Ein wichtiges Thema bei der Uhr ist natürlich die Hemmung. Hier hat Lang & Heyne in letzter Zeit einige Verbesserungen vorgenommen, denn die Manufaktur versucht ständig zu optimieren.
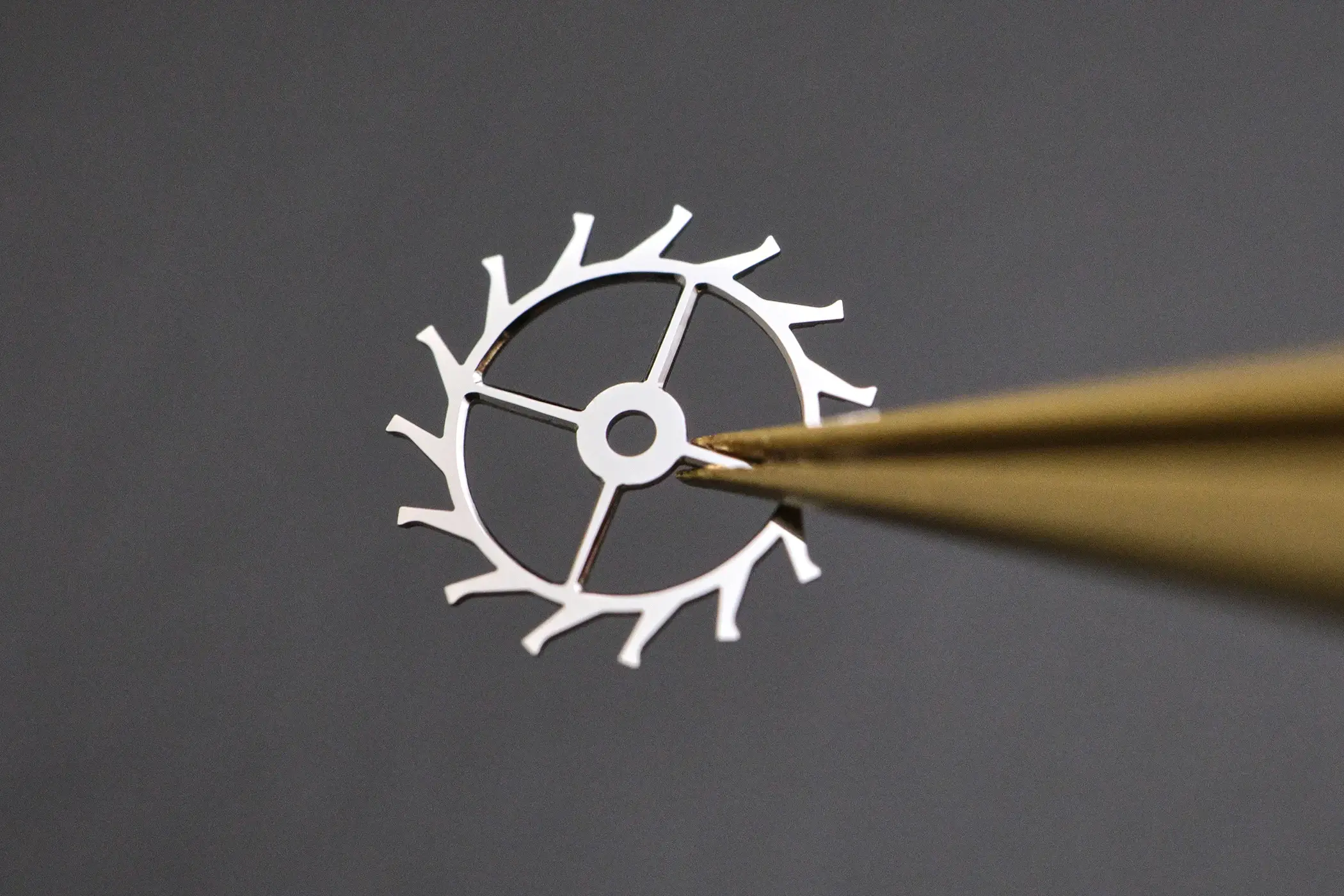
Bisher wurden Anker und Ankerrad aus Gold gefertigt. Werkteile aus Gold sind eine Spezialität von Lang & Heyne und haben viele Vorteile. So ist kein galvanischer Überzug nötig, und aufwendig finissierte Teile können nachgearbeitet werden. Zudem hat Gold ein gutes Reibverhalten mit Rubin und Stahl, weshalb alle Räder, die ja meist in Stahltriebe greifen, aus Gold gefertigt werden. Goldräder sieht man sonst auch in der Haute Horlogerie fast nie. Auch der Anker war wegen des guten Reibverhaltens mit Rubin bis vor Kurzem aus Gold. Allerdings ist das Material auch relativ weich, was an der Ankergabel zu verstärkter Abnutzung führen kann. Nun hat Lang & Heyne einen Zulieferer gefunden, der Anker und Ankerrad nach Vorgaben der Manufaktur im LIGA-Verfahren aus Nickelphosphor herstellen kann. Dabei wird zuerst lithografisch eine Form hergestellt und danach galvanisch das Teil durch Anlagern von Nickelphosphor erzeugt.

Das Material ist wie Gold nicht magnetisch, aber deutlich leichter und so hart wie angelassener Stahl. Zudem weist es ebenfalls ein gutes Reibverhalten mit Rubin und Stahl auf. Außerdem sorgt das LIGA-Verfahren für sehr präzise Abmessungen. Dadurch müssen nicht mehr wie früher Kanten und Zähne geschliffen werden. Da man in diesem Verfahren nur zweidimensional fertigen kann, müssen die Anglierungen hier komplett von Hand angebracht werden. Abschließend werden die Teile ebenfalls zinnpoliert.

Dank des neuen Herstellungsverfahrens konnte Lang & Heyne die Hemmung funktional verbessern: So gibt es nun eine optimierte Geometrie mit ungleicharmigem Anker und höherem Wirkungsgrad dank geringerer Sicherheitsgrößen. Ein großer Fortschritt sind auch die verbesserten Ankerradzähne mit Öltaschen: Dabei sorgt eine nur drei Hundertstel Millimeter große Stufe für eine optimale Ölhaltung dank Kapillarwirkung.

Die Lang & Heyne Manufaktur hält also nicht stur an traditionellen Techniken fest: Wenn es eine deutliche funktionale Verbesserung darstellt und gut aussieht, adaptiert man auch gerne moderne Techniken und Materialien.
Die Stahlteile wie Federn und Hebel werden zuerst vom CNC-Fräszentrum hergestellt, gehärtet und dann trowalisiert. Dabei kommen sie zusammen mit Keramikschleifkörpern und einer Flüssigkeit in eine Trommel und werden darin bewegt, um die Bearbeitungsspuren zu glätten und den Grat zu entfernen. Bei den Stahlteilen schleifen und polieren die Mitarbeiter zudem die Fasen. Dabei kommt es auf ebene Flächen und scharfe Kanten an. Die Fasen haben hauptsächlich eine optische Funktion: Sie sorgen dafür, dass das Werkteil schlank aussieht und dreidimensionaler wirkt. Bei vielen Stahlteilen ist die Fase vorgefräst, bei den im LIGA-Verfahren hergestellten Teilen muss sie komplett von Hand gezogen werden.


Danach folgt ein kompletter Schliff des Umfangs, also der seitlichen Flächen. Dabei wird mit diamantbesetzten Schleifstiften gearbeitet. Dabei muss vorsichtig vorgegangen werden, denn bei den teilweise winzigen Teilen müssen die Toleranzen eingehalten werden. Bei Federn und Hebeln polieren die Uhrmacher die Funktionsflächen, um die Reibung zu minimieren, die Funktion sicherzustellen und gegebenenfalls die Bedienkräfte zu reduzieren.



Eine Kunst für sich stellen die gewölbten Oberflächen der einzigartigen Kloben des Kalibers VIII der Georg dar: Die Rundungen der Kloben werden vorgefräst. Die Oberfläche danach gleichmäßig von Hand zu schleifen und vor allem zu polieren, erfordert viel Erfahrung, Ruhe und Zeit. Gleiches gilt für die großen, auspolierten Steinsenkungen der Kloben.

Neben Polituren gibt es bei Stahlteilen noch weitere Oberflächenveredelungen: Manche Teile erhalten einen Strichschliff. Dafür ziehen die Mitarbeiter das Teil gleichmäßig von Hand über eine Schleiffolie. Beim zweifach gestuften Sonnenschliff des Sperrrads arbeiten die Uhrmacher mit einer gegenläufig rotierenden, hohlgeschliffenen Eisenglocke, um den schönen Oberflächeneffekt zu erreichen. Auch hier benötigt es viel Erfahrung und Fingerspitzengefühl, um ein optisch perfektes Ergebnis zu erzielen.


Lang & Heyne gehört zu den ganz wenigen Manufakturen, die ihre Zeiger selbst fertigen, und das sogar von Hand. Der ästhetische Einfluss dieser Teile auf das Gesamtbild einer Uhr ist enorm. Zudem gibt es keine Zulieferer, die die Qualität liefern könnten, die Lang & Heyne haben möchte. Denn hier geschieht wieder fast alles in Handarbeit.


Grundsätzlich bestehen die Zeiger bei Lang & Heyne immer aus zwei Teilen: dem Zeigerblatt und der Zeigerbuchse, die damit verpresst wird. Dadurch erreicht man zum einen einen besseren Halt auf der Zeigerachse, vor allem wenn die Zeiger wieder abgenommen und aufgesetzt werden müssen. Zum anderen wirken die Zeiger so dreidimensionaler.
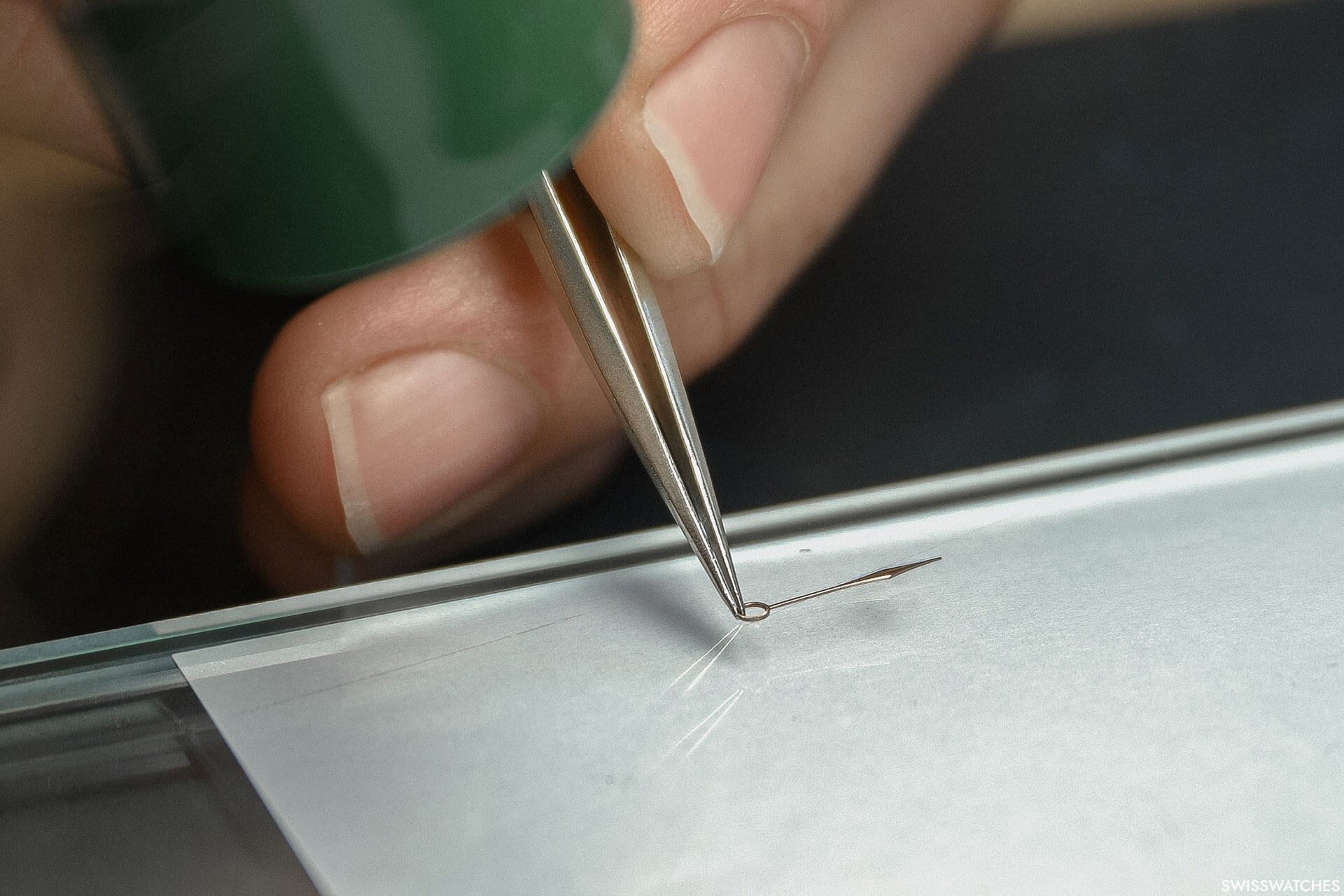
Die Zeigerrohlinge starten als lasergeschnittenes Flachteil aus Stahl oder Gold. Mit Degussit-Steinen werden die dreidimensionalen Konturen nun von Hand geschliffen. Dann polieren die Mitarbeiter die Zeiger mit verschiedenen Folienbändern. Die Stahlzeiger werden anschließend durch Anlassen gebläut. Dies geschieht, indem sie auf einer Messingplatte oder auf Messingspänen gleichmäßig erhitzt werden. Die Farbe ändert sich dann von Gelb über Braun, Violett, Kornblumenblau bis zu Hellblau und Grau. Hier ist exaktes Timing gefordert, um die gewünschte blaue Farbe zu erhalten.


Eine Spezialität von Lang & Heyne sind die traditionellen Louis-XV-Zeiger. Deren Form wird von einem Meistergraveur mit verschiedenen Sticheln aus dem Goldflachteil herausgearbeitet.

Bei der zweiten Zeiger-Spezialität von Lang & Heyne handelt es sich um seltene Zeiger mit weißer Keramikeinlage, die gerade bei schwarzen Zifferblättern die Ablesbarkeit verbessern. Für diese HyCeram-Füllung verwenden die Mitarbeiter ebenfalls einen lasergeschnittenen Rohling, der aber eine lasergravierte Tasche aufweist. Dieser Zwischenraum wird mit einer von einem österreichischen Spezialisten gelieferten Paste aus Keramikepoxydharz gefüllt werden kann. Bei 120 Grad im Ofen härtet das Material aus und kann dann zusammen mit dem Zeiger flachpoliert werden.

Beim Minutenzeiger wird zudem die Spitze nach unten gebogen, damit sie der Skala näher ist und das eindeutige Ablesen der Zeit vereinfacht.
Dies sind nur einige der Arbeitsschritte, die die Mitarbeiter für eine Uhr von Lang & Heyne aufwenden. Die Montage erfolgt zweimal: Beim ersten Mal werden alle Einstellungen vorgenommen, die Steine so gesetzt, dass die Räder das richtige Höhenspiel haben, und die Ankerpaletten justiert und mit Schellack fixiert. Danach wird das Werk wieder demontiert. Alle Teile werden gereinigt, auf Kratzer untersucht und dann zum zweiten Mal montiert. Zum Abschluss wird die Uhr aufwendig einreguliert. Dieser Vorgang dauert eine Woche. Die Verzierung der Teile davor dauert mit zwei Wochen sogar doppelt so lang.

Dass diese Zeit, die von langjährig geschulten Handwerkskünstlern aufgewendet wird, auch zu einem gewissen Preis der Uhren führt, dürfte klar sein. Wenn also mal wieder jemand fragen sollte, warum manche Uhren deutlich mehr kosten als andere: Bei Lang & Heyne ist es dieser beschriebene hohe Aufwand.











Gibt es bei Lang & Heyne interne Toleranzwerte für Unruhabweichungen pro Lage, bevor die Feineinstellung beginnt?
Mit welcher durchschnittlichen Gangabweichung in Sekunden pro Tag verlassen die Uhren die Manufaktur – und in wie vielen Lagen wird reguliert?
Bei Lang & Heyne werden Uhren in fünf Lagen feinreguliert und getestet. Der durchschnittliche Gang muss dann in 24 Stunden zwischen +8 und -3 Sekunden liegen.