Seines eigenen Glückes Schmied – die Armin Strom Manufaktur
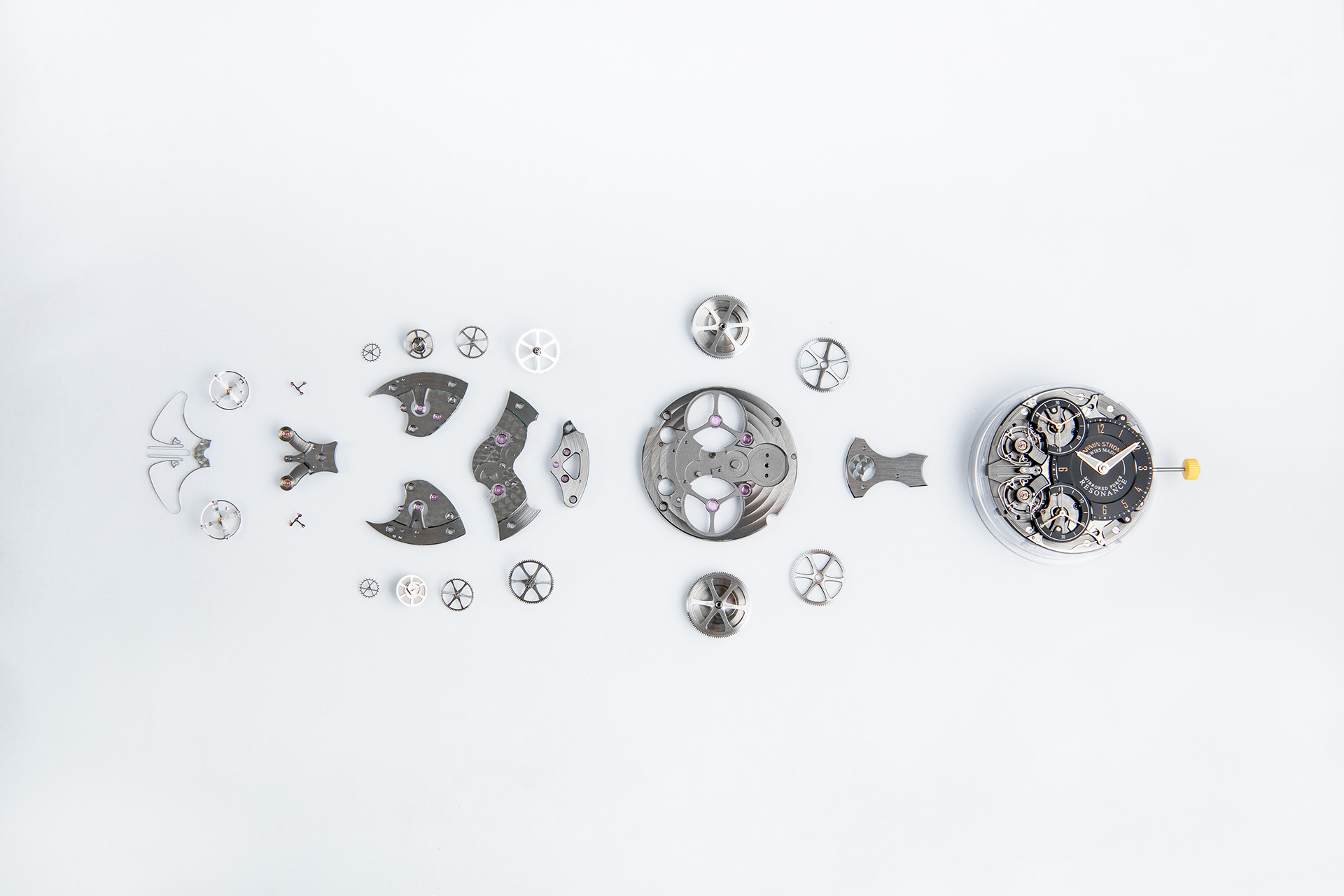
Die Uhrenmarke Armin Strom schenkt dem uneingeschränkten Blick auf das Uhrwerk sehr viel Aufmerksamkeit, denn es ist der verantwortliche Motor und hoch-komplexe Mechanismus, der die Uhr am laufen hält. Daher hat sich die Manufaktur auf das skelettierte Werk-Design spezialisiert, um dem Träger das innere nach außen sichtbar zu machen. Die wenigsten wissen allerdings, wie viel Arbeit wirklich dahinter steckt, bis alle einzelnen Teilchen am richtigen Platz sind und eine Uhr zum laufen bringen.
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
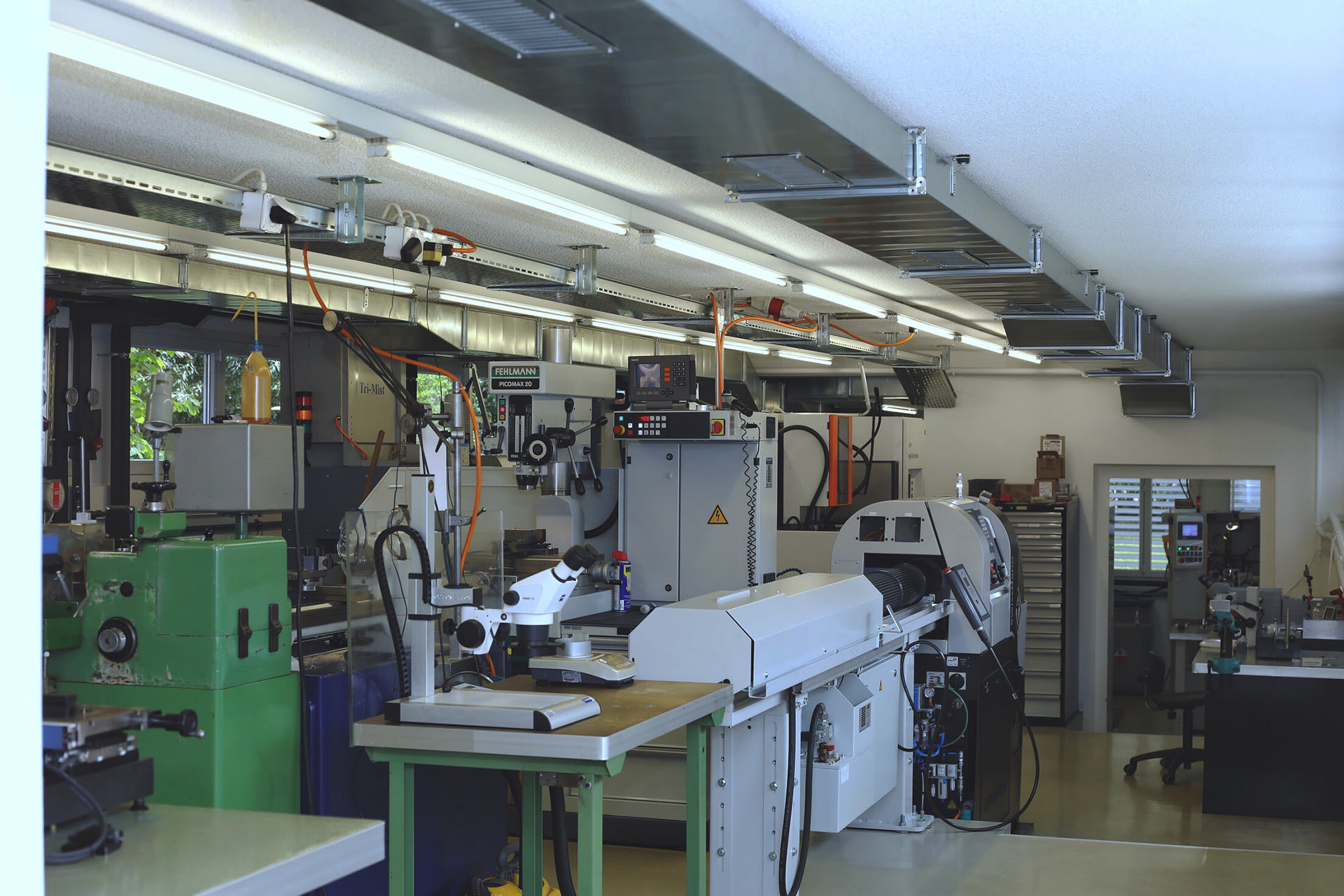
Die Armin Strom Manufaktur – die von Serge Michel und Claude Greisler 2008 gegründet wurde, um die Arbeit des Uhrmachers Armin Strom fortzuführen – bietet ein wunderbares Beispiel, wo all diese Arbeitsschritte an einem Ort zusammenlaufen. Da sie nur eine begrenzte Anzahl an Uhren im Jahr produzieren, ist die Manufaktur überschaubar in Größe, aber voll ausgestattet mit Allem was notwendig ist, um eine Uhr zu produzieren.
Die Armin Strom Manufaktur in Biel / Bienne
Die Armin Strom Manufaktur ist nicht von Qualität und Verfügbarkeit der Produkte durch Zulieferer abhängig, da (fast) jedes Teil in-house produziert wird. Wir hatten das Vergnügen, einen einmaligen Blick in die Manufaktur in Biel zu werfen und konnten alle Schritte von Design und Herstellung, Dekoration bis hin zur Montage der Uhren genauestens verfolgen. Jeder Schritt ist eine uhrmacherische Reise für sich selbst und wir freuen uns, die Eindrücke mit euch teilen zu können.
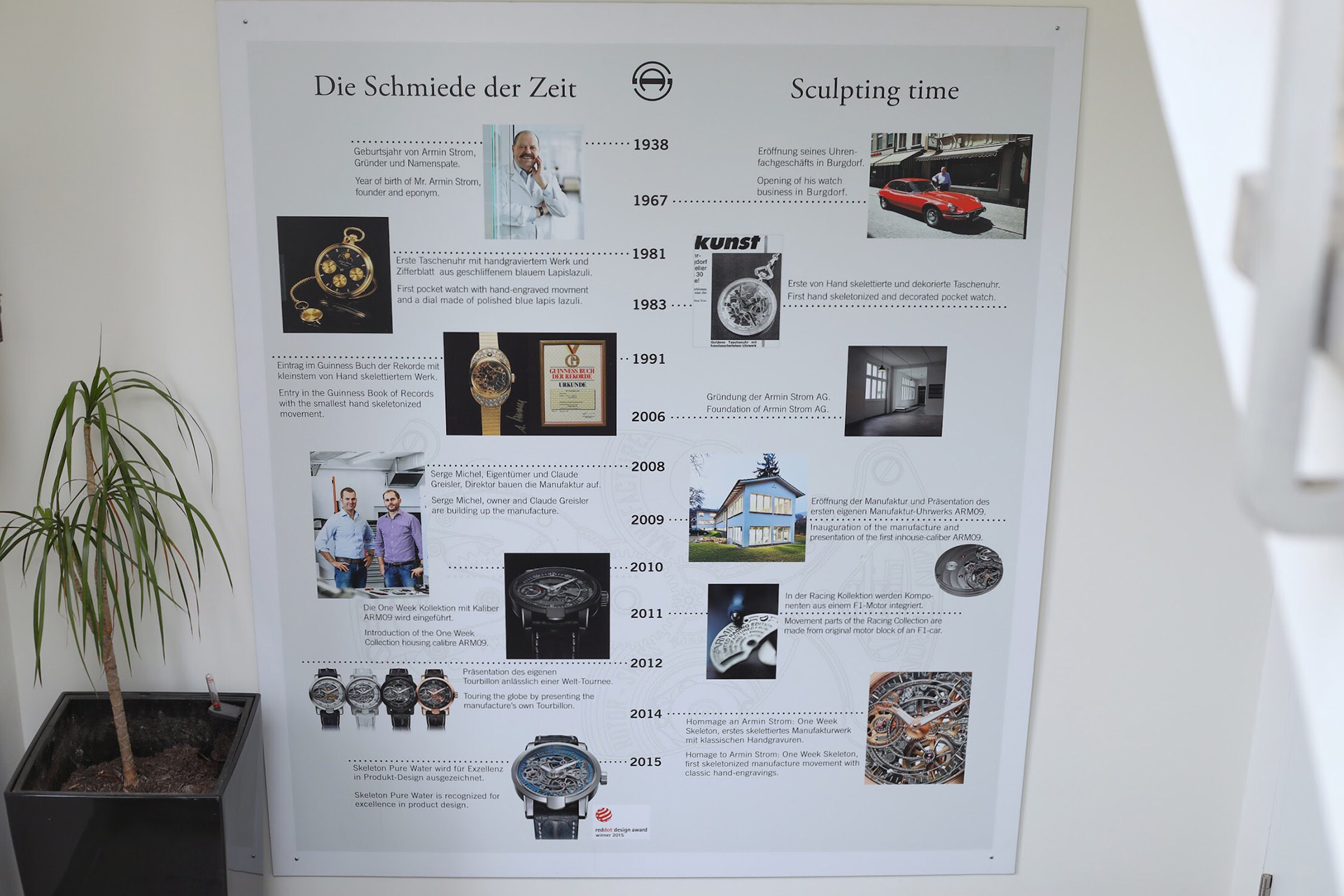
Die Schmiede der Zeit – Armin Strom von 1938 bis 2015 auf einen Blick
Design
Zuallererst muss die Idee zu einer neuen Uhr aufs Papier gebracht werden. Welche Funktionen soll die Uhr noch haben, abgesehen von der Zeitanzeigen? Wie klein oder groß soll sie sein? Wie viel Kraft muss auf die Hemmung wirken damit sich die Spiralfeder in der korrekten Amplitude bewegen kann? Und so weiter…
Man darf nicht vergessen, dass sich in jedem Uhrwerk einige hundert Teilchen befinden, die alle gleichermaßen versorgt werden möchten. Die kreativen Köpfe müssen also genaueste Berechnungen und Zeichnungen aufstellen um das Puzzle zu lösen, was dann in eine Computersimulation eingespeist und verarbeitet wird. Glücklicherweise ist das heutzutage möglich, denn es zeigt exakt an, wie Platinen und Brücken aus einem Stück Messing gefräst und gebohrt werden müssen. Auch beim Skelettieren werden inzwischen alle überflüssigen Teilchen, die nicht zur Stabilisation der Uhr beitragen, mechanisch und akkurat entfernt. Schon jetzt arbeiten das Design-und Herstellungs-Team eng zusammen.
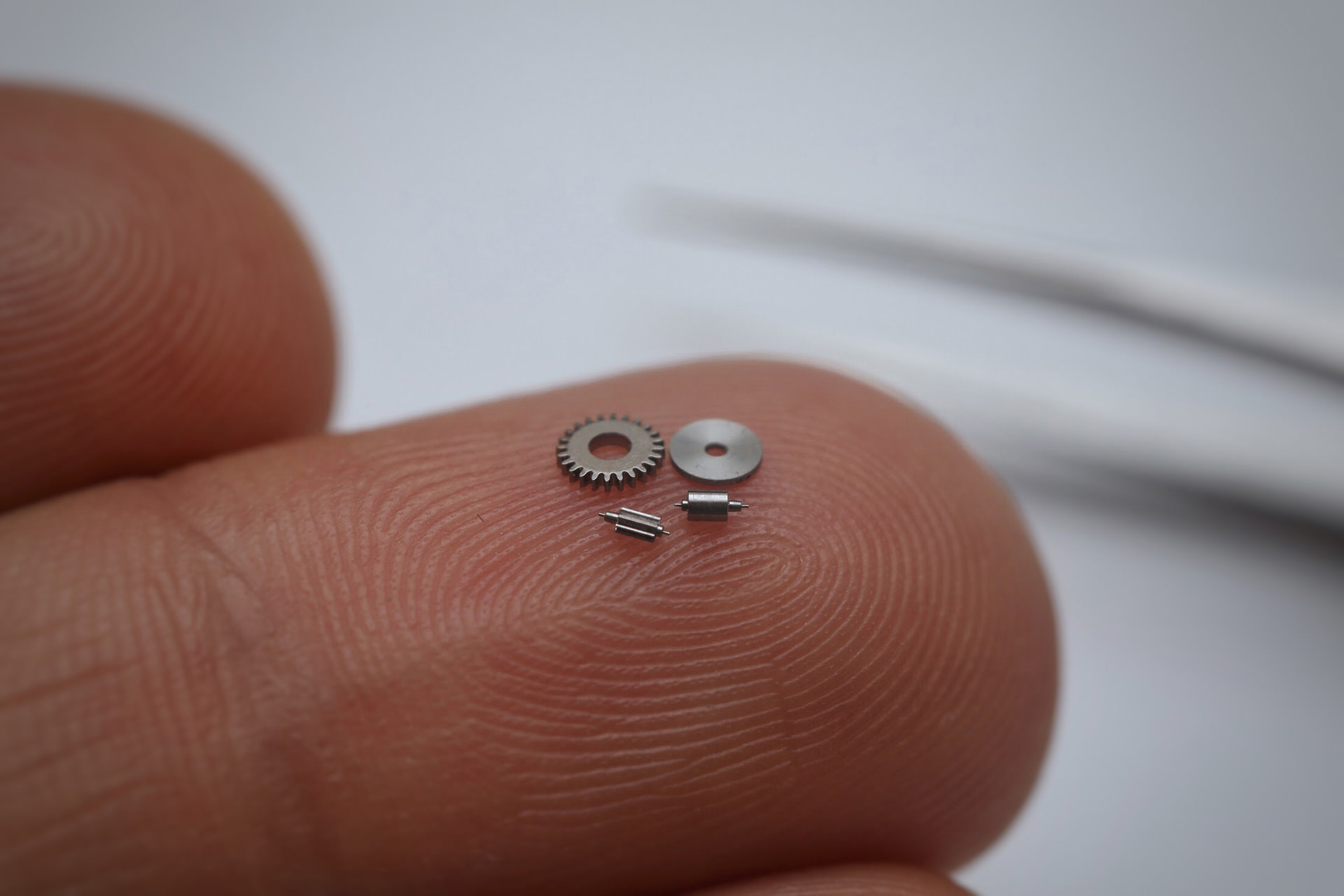
Jedes der zwischen 300 bis 500 Teile einer Uhr muss erst skizziert werden und seinen Platz finden
Herstellung
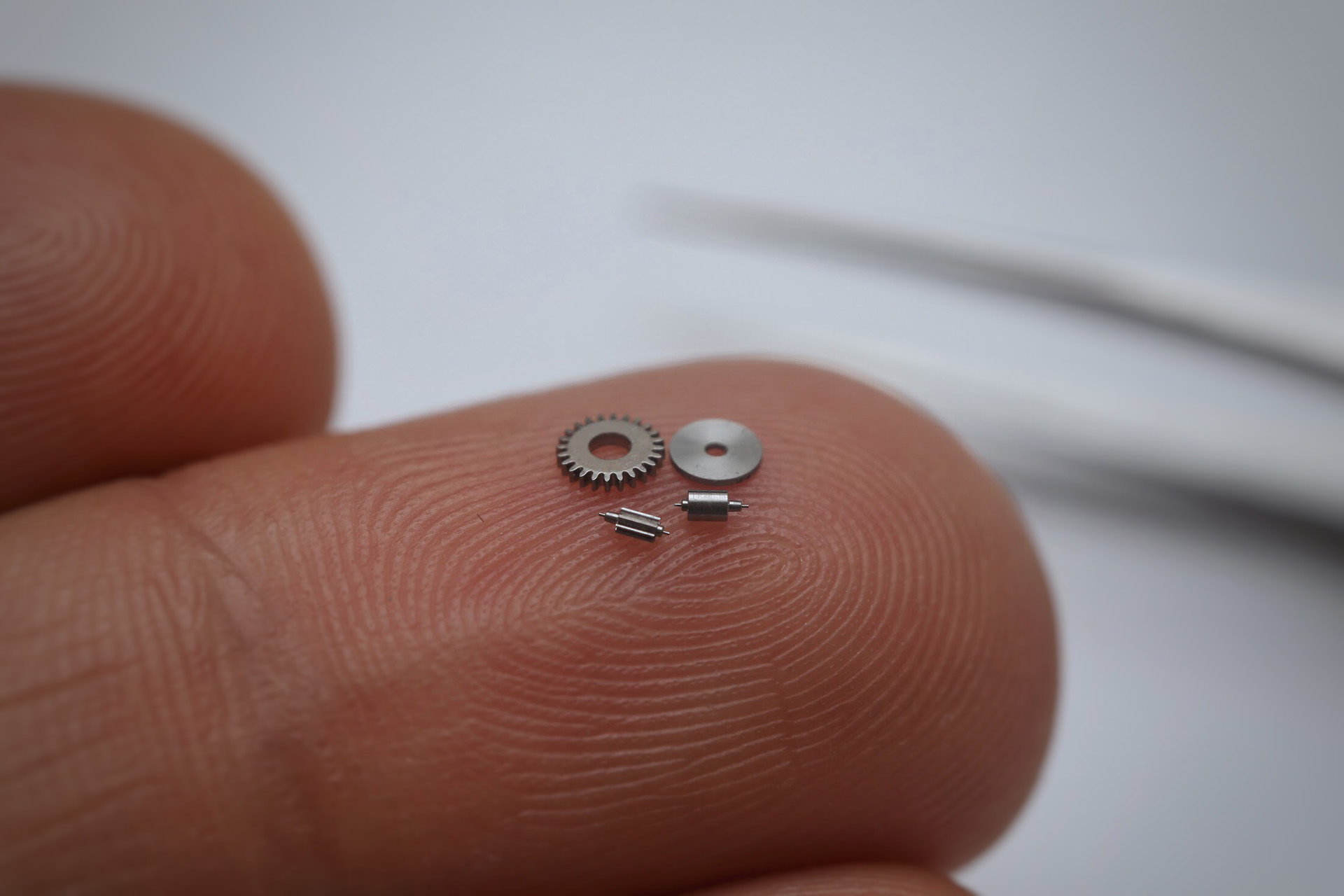
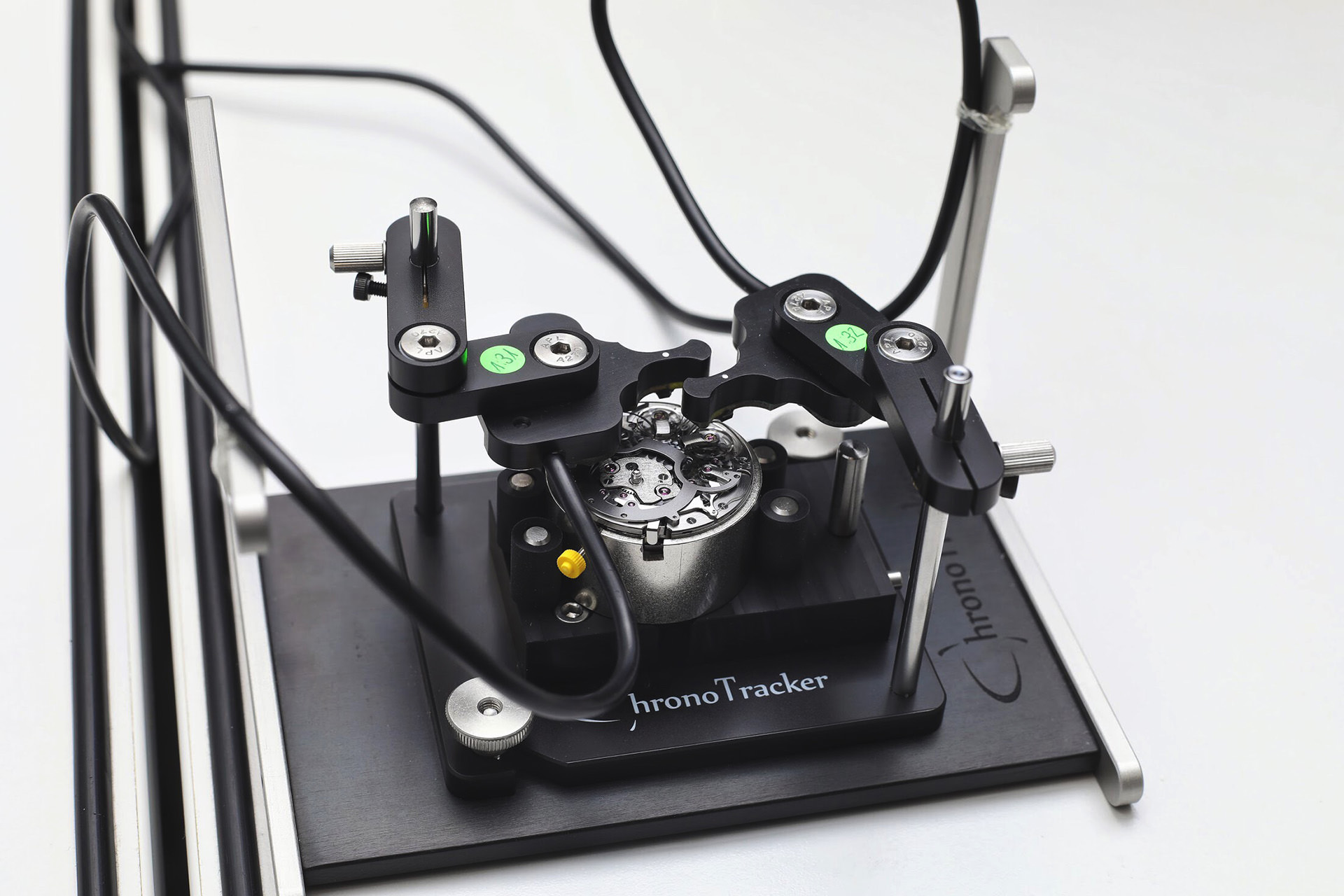
Sobald alle Daten auf mögliche Fehler überprüft und freigegeben wurden, werden die Platinen, Brücken, Räder, Hebel, Federn und Schrauben in-house hergestellt. Armin Strom kann alle Herstellungsprozesse (bis auf ein paar wenige Ausnahmen) vom rohen bis zum End-Produkt überwachen. Wichtig ist auch, dass alle Teilchen gefräst, gebohrt, gedreht und drahterodiert, aber nie gestanzt werden, da Stanzen einen negativen Einfluss auf die Materialstruktur haben könnte. Bei diesem aufwendigerem Verfahren können die winzigen Teilchen bis auf ein hundertstel genau angefertigt werden.
Nach der Herstellung müssen sich alle Teile einer Endkontrolle unterziehen und mit den Berechnungen genauestens übereinstimmen.
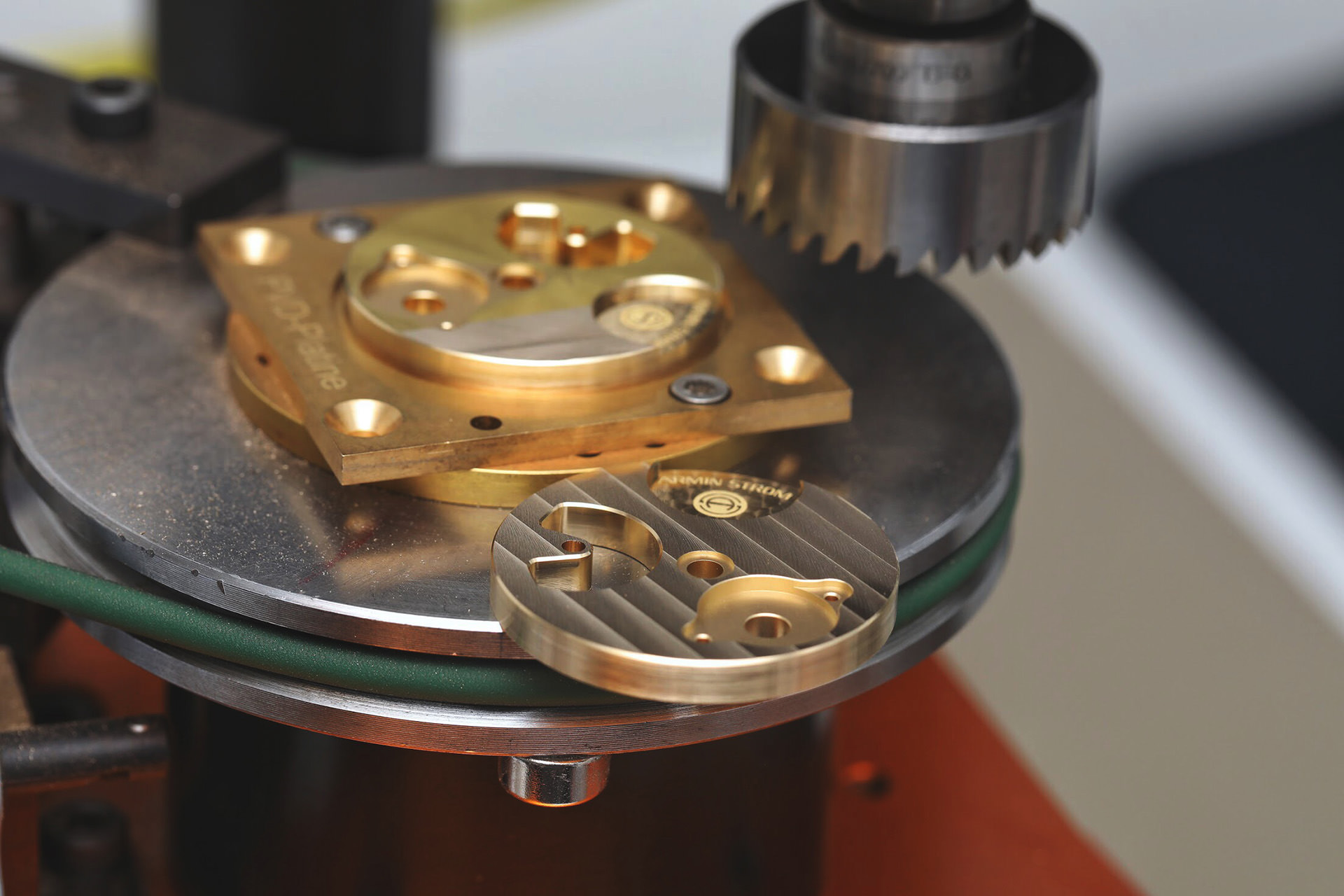
In der Armin Strom Manufaktur wird gefräst und gebohrt, aber nie gestanzt
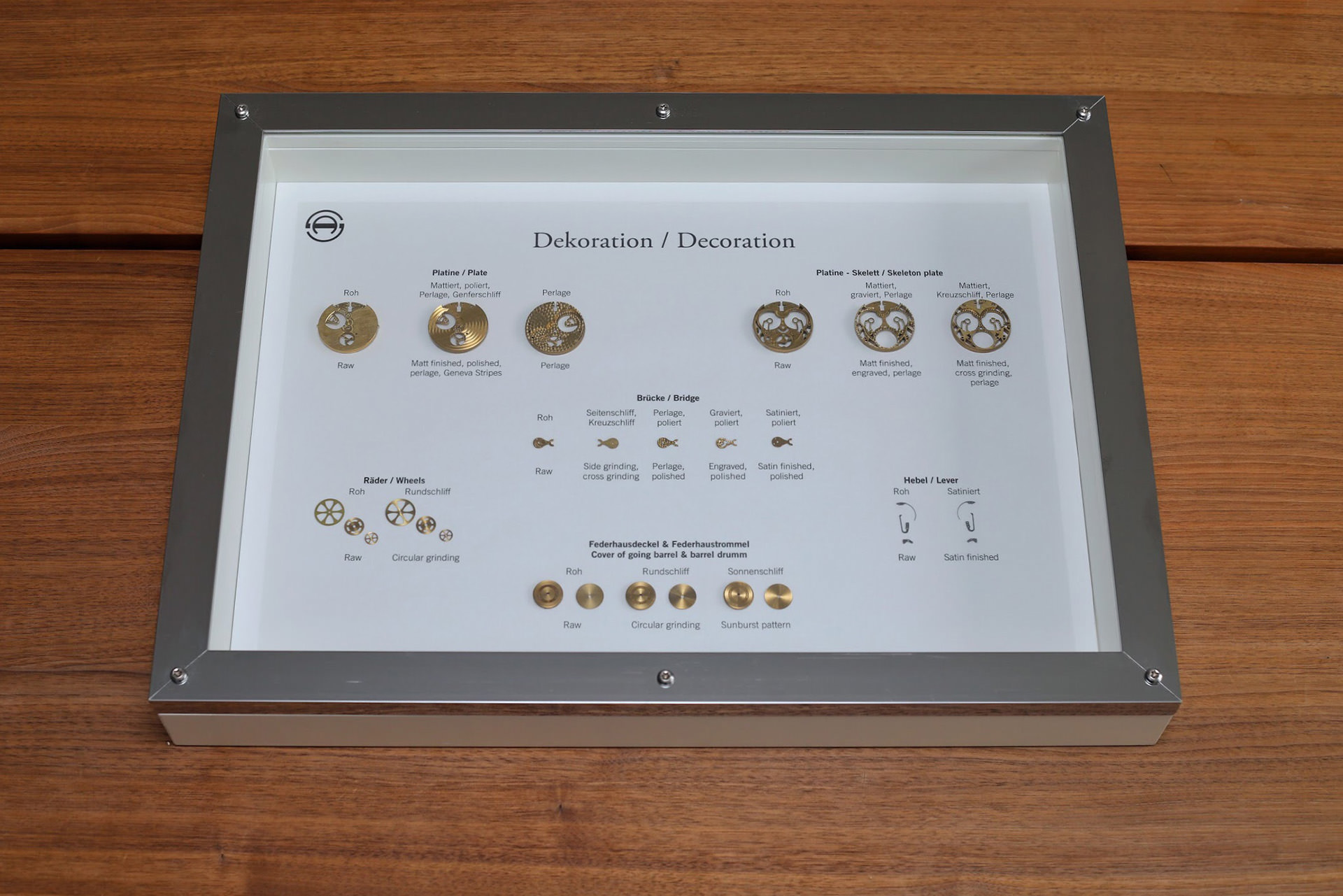
Dekoration
Bis hierhin sind alle individuellen Teile identisch. Erst jetzt werden sie durch die Verzierungen einzigartig. In der Armin Strom Manufaktur findet man allerlei neue und traditionelle Maschinen, die eine 360 Grad Dekoration ermöglichen und die Fähigkeit zur Haute Horlogerie unter Beweis stellen. Die einzelnen Gravuren sind Handarbeit und können natürlich nicht so präzise hergestellt werden wie maschinell. An einem rohen Stück Messing oder Stahl zu arbeiten ist Sisyphusarbeit und im Anschluss müssen alle Teilchen noch poliert werden. Selbst für ein solch winziges Teil wie einer Ankerbrücke braucht der Uhrmacher rund eine halbe Stunde Feinarbeit. Jedes einzelne Teilchen des Werkes wird poliert, auch wenn es in der fertigen Uhr gar nicht mehr zu sehen ist.
Der Genfer Streifen gehört zur Haute Horlogerie
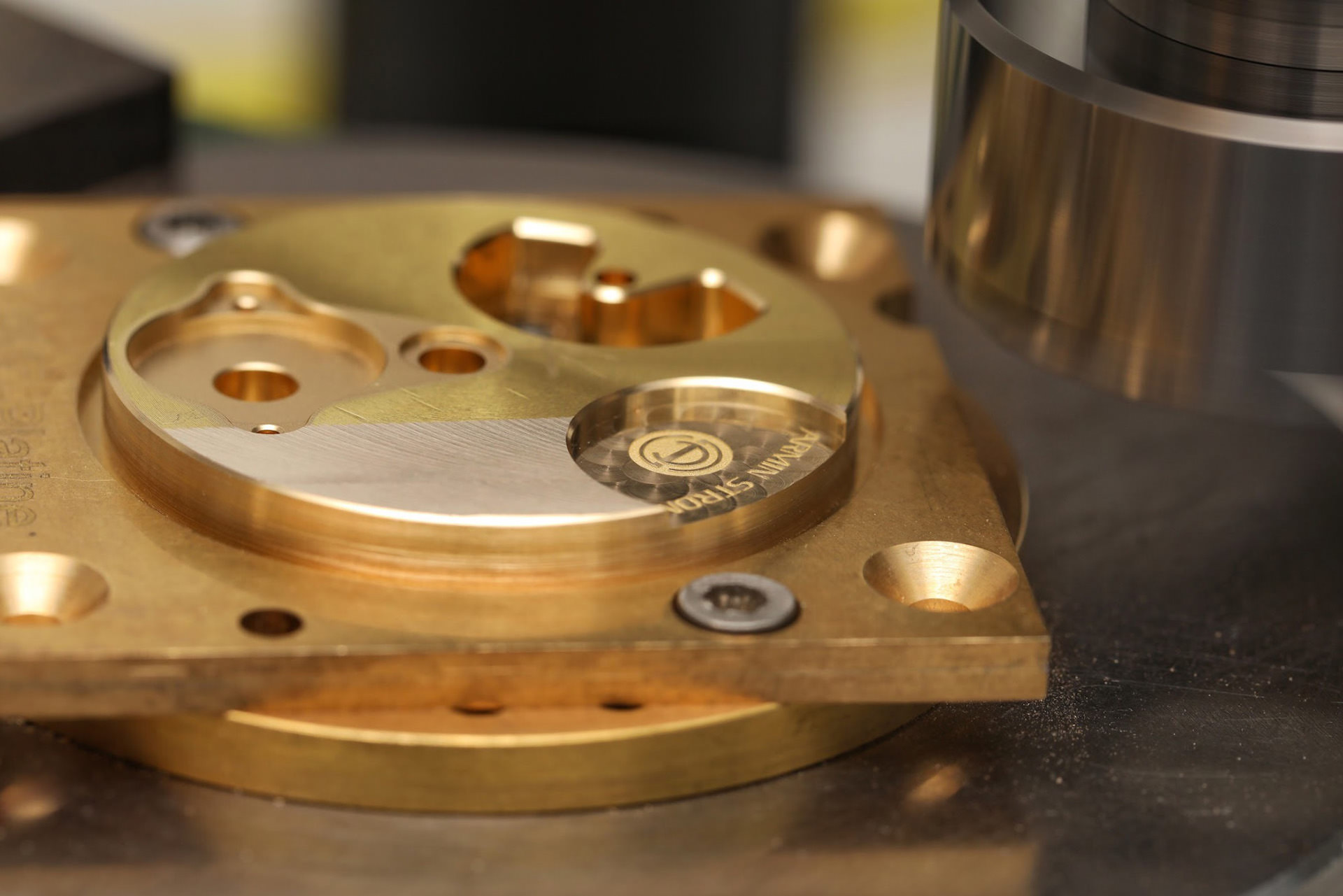
Ein weiterer Bestandteil der Haute Horlogerie ist die ‚Perlage’, eine kreisförmiger Schleifmethode, die gewöhnlich an der Hauptplatine vorgenommen wird. Der Uhrmacher verwendet einen rotierenden Schleifstift, der vorsichtig in kreisförmiger Manier über die Oberfläche geführt wird und die Wolken-förmigen, überlagernden Verzierungen erzeugt. Zum Schluss werden die Werkstücke mit einem Genfer Streifen versehen.
Die ‚Perlage‘ Schleifmethode an der Hauptplatine
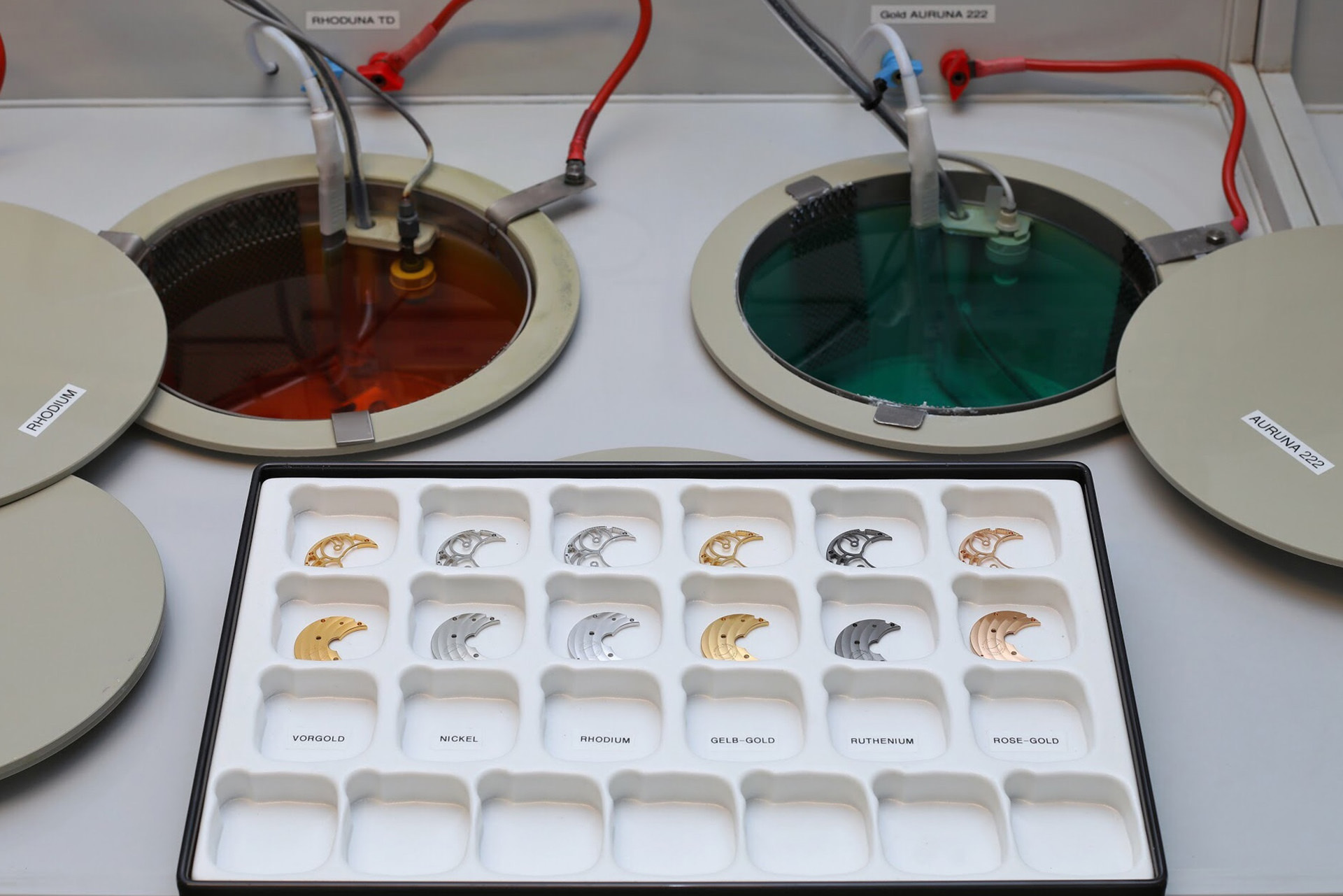
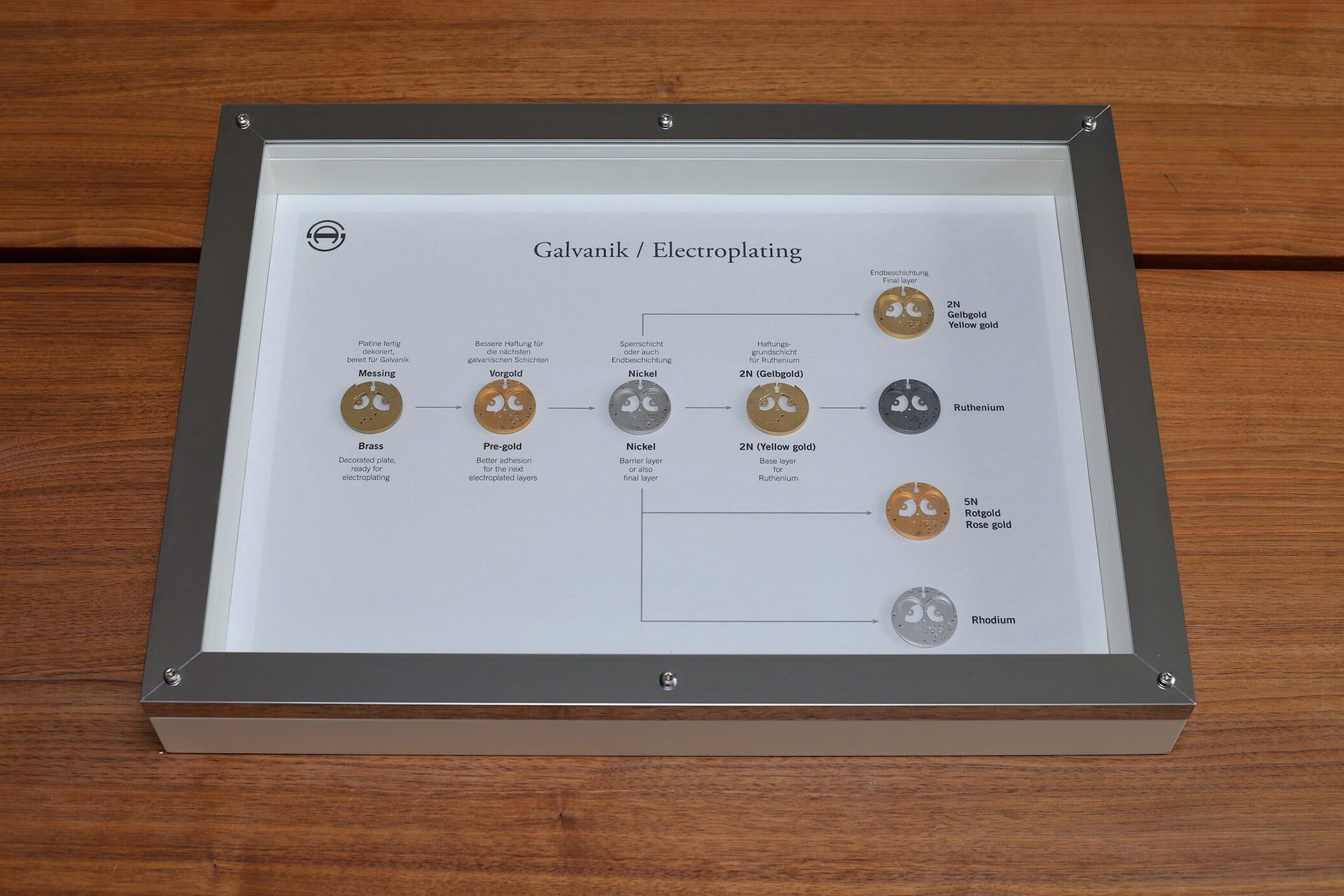
Galvanik
Zeit für ein Bad. Fertig dekoriert und poliert tauchen die einzelnen Teile (hauptsächlich Brücken, Platinen, Räder und Hebel) in ein Galvanikbad, der Prozess wird auch elektrochemische Veredelung genannt. Alle Stahl- und Messingteile werden mit einem Vorgold und anschließend mit einer Schicht Nickel überzogen. Nickel schützt vor Korrosion und härtet die Oberfläche. In einem zweiten Schritt nehmen die Platinen – abhängig vom Model und Style der Uhr – ein weiteres Bad und werden mit entweder Gelb- oder Rotgold überzogen, wohingegen die Brücken mit einem weiß-glänzendem Rhodium versehen werden.
Das Galvanikbad stärkt die Platinen und verleiht ihnen den besonderen Glanz
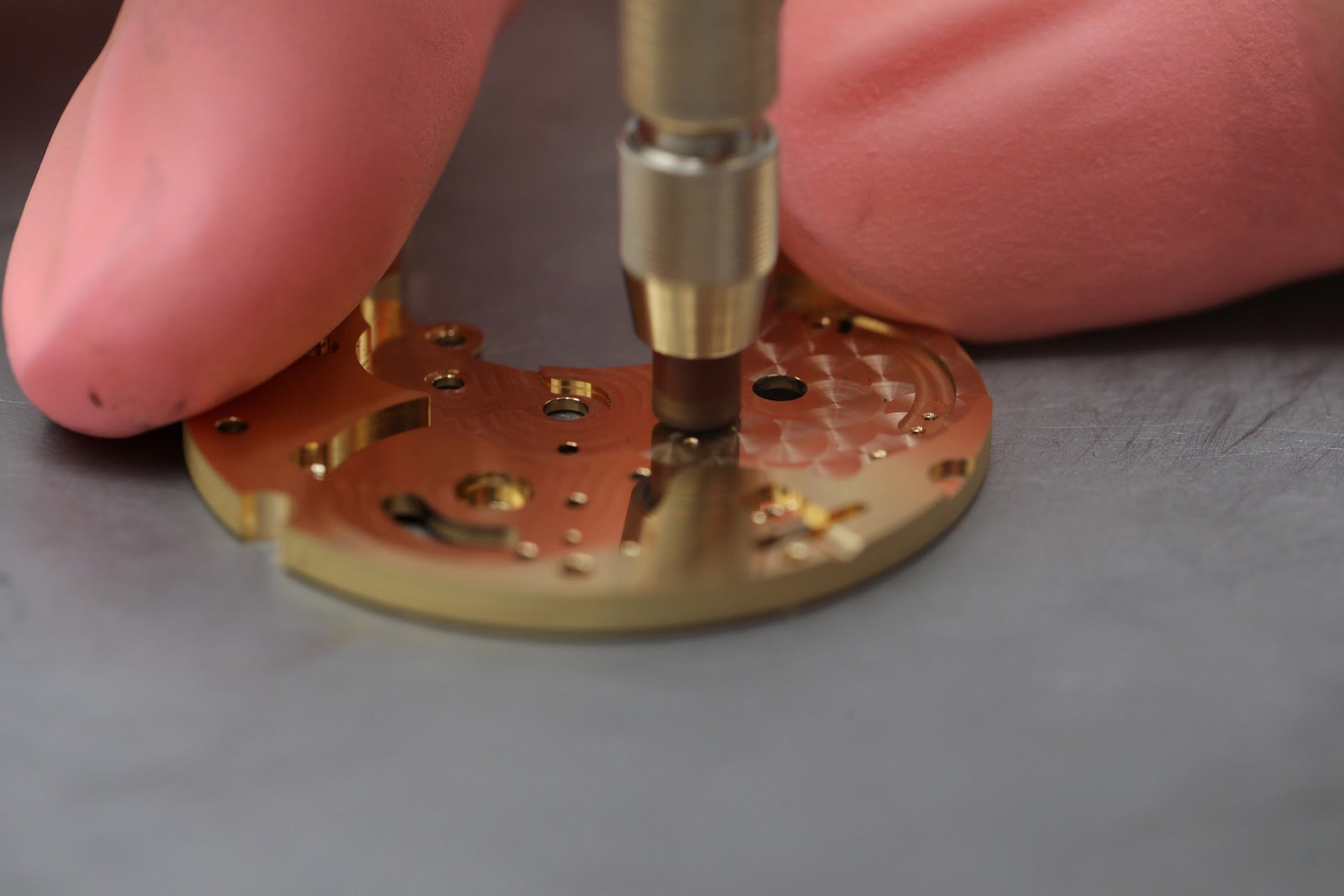
Montage
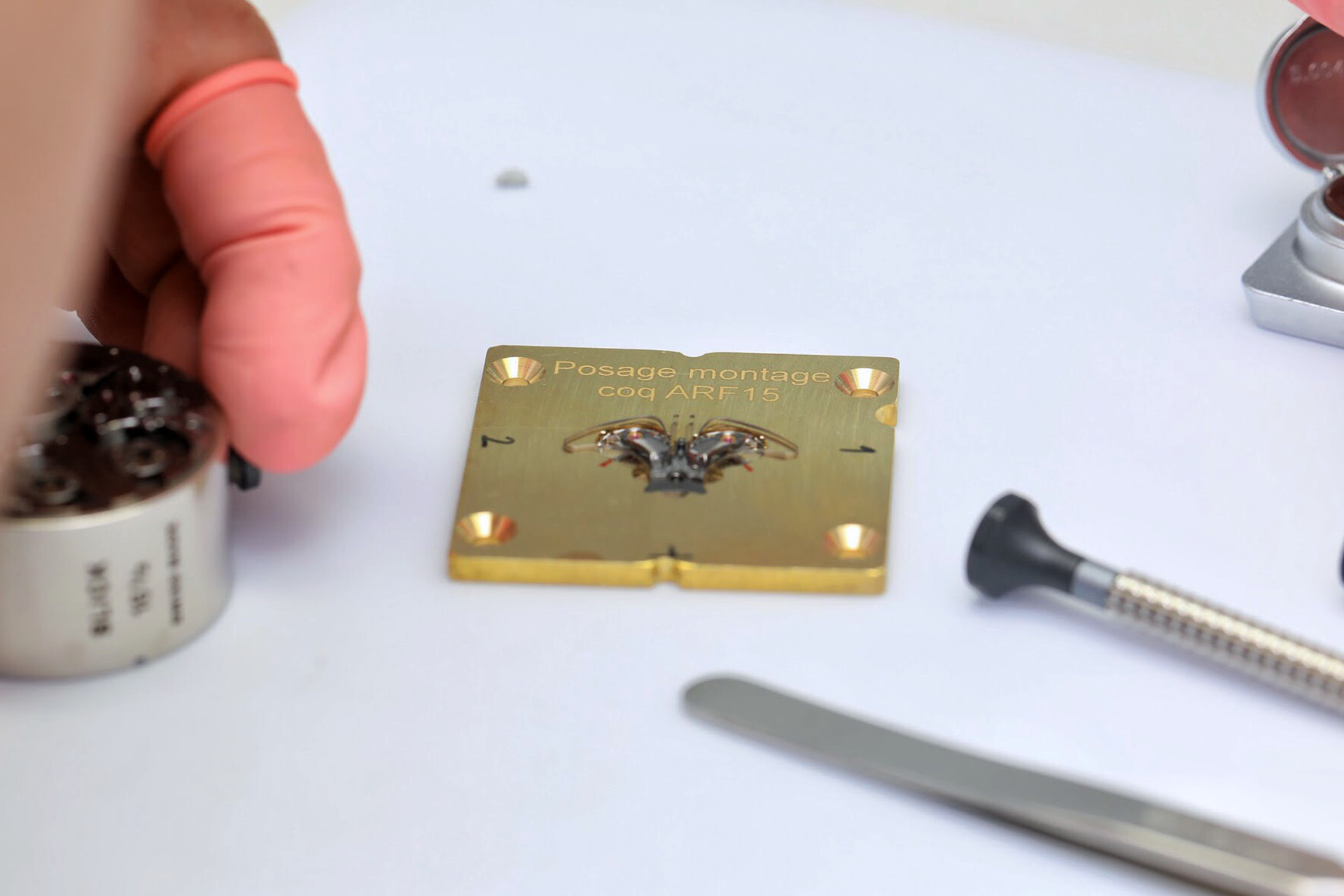
Im letzten Schritt wir der Uhr Leben eingehaucht. Aber nicht einfach nur, indem alle Teile zusammengesetzt werden. Es ist ein heikles Unterfangen – der Uhrmacher setzt mit einem Einpressstock die Lagersteine für die Wellen der Zahnräder in Platine und Brücken ein. Wie die Steine eingepresst werden beeinflusst das korrekte Höhenspiel des Räderwerks. Erst jetzt könne alle restlichen Teile in Position gebracht werden. Aber als wäre dieser Prozess nicht schon mühsam genug, wird das Werk nun noch einmal komplett auseinandergebaut. Jedes Teilchen muss gewaschen, getrocknet und eingeölt werden, bevor es wieder an seinen Platz zurück darf. Nach ein paar weiteren Testtagen und erst, wenn die Uhr alle Qualitätskontrollen bestanden hat, ist sie bereit für den Kunden.
Nachdem sich Ferdinand Alexander Porsche 1972 aus dem operative Geschäft bei Porsche zurückgezogen hat, beschloss er eine Design Firma für Uhren (und andere Produkte) zu gründen. Er war schon immer ein Designer und hat nicht nur den 911 entworfen, sondern war auch für alle anderen Design-Aspekte der Auto-Konzeption bei Porsche verantwortlich. Sein Ziel war es,…
Im Waadtländer Jurahochtal ‚Vallée de Joux’ scheint die Zeit stillzustehen. Die idyllisch gelegenen Gemeinden rund um den See ‚Lac de Joux’ leben hauptsächlich von der Milchwirtschaft und ihren Käsereien. Und der Uhrmacherei. Von Ortschaft zu Ortschaft am Ostufer des Sees mischen sich zwischen in die Jahre gekommene Häuser imposante Konstruktionen namhafter Uhrenhersteller, die offenkundig dem…
Die deutsche Manufaktur Glashütte Original hat sich neben den Schweizer Marken einen festen Platz in der anspruchsvollsten Form des Uhrenbaus erworben. Glashütte Original vereint traditionelles Uhrmacherhandwerk mit der schier unglaublichen Fähigkeit, sich an neue wirtschaftliche, politische und kulturelle Rahmenbedingungen anzupassen. Diese ersten Zeilen stammen nicht vom Autor dieses Textes, sondern vom CEO und Chef der…
Wer mit 9 Jahren beschließt die Schule zu verlassen, der ist entweder akademisch ungeeignet, oder er hat bereits ziemlich früh erkannt, worin seine Berufung liegt. George Favre-Bulle muss bereits als Kind ein Visionär gewesen sein, denn er hatte größere Pläne, als jahrelang seine Zeit damit zu verschwenden, die Schulbank zu drücken. Mit zarten 13 Jahren…
Auch wenn es ein extremes Privileg ist, so ziemlich jede Schweizer Uhrenmanufaktur von innen gesehen zu haben, stellt sich irgendwann automatisch ein ziemlich präzises Bild im eigenen Kopf ein, was man wohl beim nächsten Besuch eines weiteren Herstellers mechanischer Uhren zu erwarten habe. https://youtu.be/HQb-oEhKL9o Was mich am meisten an einer Reise zur Manufaktur von Piaget…
Lang & Heyne wurde erst 2001 gegründet, hat sich aber dank der uhrmacherischen und handwerklichen Kompetenz schnell einen Namen unter Sammlern gemacht. Die Manufaktur hat ihren Sitz in einer alten Mühle bei Dresden und will die Tradition der berühmten Hofuhrmacher der Stadt wie Johann Heinrich Seyffert oder Johann Friedrich Gutkaes fortsetzen. Die Modelle sind konsequenterweise…
Das Gehäuse der neusten Kollektion von Audemars Piguet, der CODE 11.59 hat eine aufwendige Architektur, die den Einsatz spezieller Werkzeuge und höchste manuelle Verarbeitungstechniken erforderte. Es besitzt ein achteckiges Mittelgehäuse mit einer extradünnen runden Lünette und gebogenen Bandanstößen. Die verschiedenen Geometrien und das ergonomisch gebogene Design des Gehäuses machten Konzeption, Fertigung und Dekoration jeder einzelnen Komponente zu…
Wir stehen in Glashütte neben der A. Lange & Söhne Manufaktur vor einer Postmeilensäule aus dem Jahr 1734, auf der die Entfernungen in die umliegenden Ortschaften und Städte eingemeißelt wurden. Sechseinviertel Stunden brauchte man damals von Glashütte nach Dresden, per Kutsche. Glashütte war zu dieser Zeit also nicht vielmehr als ein verschlafendes Städtchen, auch wenn…
Glashütte – jener Ort, der als Zentrum der deutschen Uhrmacherkunst gilt – ist die Heimat von Nomos, einem Innovator, der durch sein minimalistisches Design, das darauf abzielt, aus wenig das Maximale herauszuholen, internationale Anerkennung gefunden hat. Bei unserem Manufakturbesuch konnten wir den gesamten Entstehungsprozess einer Nomos-Uhr begleiten – vom Rohmaterial über die präzise Fertigung der…
Häufig als der “Uhrmacher der Uhrmacher” betitelt, blickt Jaeger-LeCoultre auf eine traditionsreiche Geschichte als Zulieferer für Uhrwerkskomponenten an geschätzte Marken wie Patek Philippe, Audemars Piguet und Cartier zurück. Heute stellen sie als eine voll integrierte Manufaktur einige der begehrtesten und kompliziertesten Luxusuhren der Welt her. Dieses reiche Erbe in Punkto Savoir-Faire wird durch die 180…
Eine Einladung in die heiligen Hallen der Patek Philippe Manufaktur ist eine besondere Ehre – ein Uhrensammler aus unserer Community berichtet von seiner außergewöhnlichen Reise. Vorfreude! Angeblich, so wird zumindest gern dahingesagt, ist es die schönste der Freuden. So gesehen waren es herrliche Jahre die Patek Philippe mir – aufgrund der Covid-Pandemie – bereitet hat.…
Das am Jurasüdfuß im Kanton Bern gelegene Örtchen Lengnau mit rund 5‘500 Einwohnern ist nicht sonderlich spektakulär. Wäre es nicht seit Jahren ein wichtiger Knotenpunkt für die Uhrenproduktion. Das hat auch die Schweizer Uhrenmarke Carl F. Bucherer schon vor einiger Zeit für sich entdeckt und bewirtschaftete ab 2002 neben St-Croix auch eine kleine Produktionsstätte in…
Uhren aus der Schweiz – woran denkt man da als Erstes? Manchen kommt da gleich eine luxuriöse Boutique im Herzen einer wohlhabenden Metropole in den Sinn. Manch andere assoziieren damit Uhren, die auf Bannern entlang einer Rennstrecke abgebildet sind. Doch was ist mit dem Ort, an dem die mechanischen Uhren zum Leben erwachen? Um das…
Bitte anmelden oder registrieren, um fortzufahren.