Wir trafen Tim Stracke von Chrono24 zum Interview und sprachen über den Pre-owned-Uhrenmarkt - und vieles mehr.


Was macht ein Zifferblatt von Glashütte Original aus? Wie viel Handarbeit, wie viel Technologie, wie viele Schritte liegen zwischen dem ersten Designentwurf und dem vollendeten Zifferblatt, das später das Gesicht einer jeden Uhr der Manufaktur prägt? Um Antworten auf diese Fragen zu finden, wohnten wir der Eröffnung der neuen Zifferblattmanufaktur von Glashütte Original bei. Sie gilt als das jüngste Kapitel einer langen Tradition sächsischer Feinuhrmacherei und soll künftig sämtliche Kompetenzen der Zifferblattfertigung am Standort Glashütte bündeln. Es folgt ein Blick hinter die Kulissen.

Mit der Eröffnung der neuen Glashütte Original Zifferblattmanufaktur ist der schrittweise Umzug des ehemaligen Standortes im baden-württembergischen Pforzheim abgeschlossen. Bereits ab 2022 wurde damit begonnen, Maschinen und Personal sukzessive nach Glashütte zu verlegen. Ziel war es, sämtliche Fertigungskompetenzen einer mechanischen Uhr am Glashütter Standort zu konzentrieren – nicht zuletzt, um einen besseren Dialog zwischen Designabteilung und Zifferblattfertigung zu ermöglichen. Heute befinden sich Hauptmanufaktur und Zifferblattmanufaktur nur wenige Meter voneinander entfernt. Während Glashütte Original eine Fertigungstiefe von über 95 % kommuniziert, bezieht sich dieser Wert wie bisher in erster Linie auf das Uhrwerk – eine Fertigungstiefe, die das Unternehmen bereits zuvor erreichte. Neu ist jedoch, dass nun auch die Zifferblätter in Glashütte gefertigt werden und damit ein weiterer wichtiger Produktionsschritt am Standort vereint ist.

Sichergestellt wird dieser Anspruch vom Produktionsleiter der Glashütte Original Zifferblattmanufaktur, der uns eine Führung durch seine Produktionshallen gewährt. „Alles, was das Gesicht der Uhr ausmacht, wird hier gefertigt“, beginnt der Thüringer. Das Spektrum reicht vom manuellen Ausschneiden der Indexe über galvanische Behandlungen bis hin zu einer Vielzahl an Lasergravuren – nicht nur auf Zifferblättern, sondern auch auf Platinen, Brücken und Kloben. Neben der besseren Kontrolle über die Qualität nennt der Produktionsleiter noch weitere Gründe für das hohe Maß an Eigenfertigung bei Glashütte Original: mehr Flexibilität in der Kommunikation und Gestaltung der Zifferblätter sowie eine größere Wertschöpfung pro Mitarbeiter. Letzteres zeigt sich daran, dass jeder der in der Zifferblattmanufaktur beschäftigten Mitarbeiter grundsätzlich jede Maschine bedienen kann – nicht zuletzt, um ein besseres Verständnis für den eigenen und die nachfolgenden Arbeitsschritte zu entwickeln.
Bevor mit der eigentlichen Produktion eines Zifferblatts begonnen werden kann, erhält die Zifferblattmanufaktur von der Designabteilung des Haupthauses eine Designzeichnung – die erste Idee. Der erste, wesentliche Arbeitsschritt besteht nun darin, zu überlegen, wie das Zifferblatt technisch umgesetzt werden kann und die dazugehörigen Prozessabfolgen festzulegen. Wie der Produktionsleiter erklärt, wird dies anhand eines Fertigungsplans ausgearbeitet: „Wir fertigen daraufhin die technischen Zeichnungen an – zum einen die Fertigblattzeichnung, bei der das fertig zusammengesetzte Zifferblatt abgebildet ist, und daraus wiederum eine Rohteilzeichnung. Zum anderen gibt es eine Indexzeichnung für die späteren Applikationen. Diese Zeichnung muss geliefert werden, damit der Zulieferer weiß, wie die Appliken auszusehen haben.“ Aus diesen Zeichnungen werden sämtliche Maschinendaten abgeleitet – etwa für die Lasergravuren der Stichplatten des Tampondrucks, die ebenfalls in der Zifferblattmanufaktur entstehen, oder für die CNC-Fräsen des Haupthauses, die später unter anderem die Fenster für Panoramadatum und Mondphase aus den Zifferblättern herausarbeiten.

Sobald festgelegt wurde, welche Werkzeuge für die jeweiligen Arbeitsschritte benötigt werden, kann mit einer ersten kleinen Testserie von 50 bis 100 Stück begonnen werden. Diese Testserie dient dazu, mögliche Fehler in der Konzipierung für die spätere Serienfertigung frühzeitig zu erkennen und zu beheben. Gleichzeitig zeigt sich hier der wesentliche Vorteil der neuen Zifferblattmanufaktur: Aufgrund der räumlichen Nähe zum Haupthaus ist es dem Produktionsleiter nun möglich, Änderungen schnell und direkt mit der Designabteilung zu besprechen und ein Exemplar dieser Testserie persönlich vorzulegen.

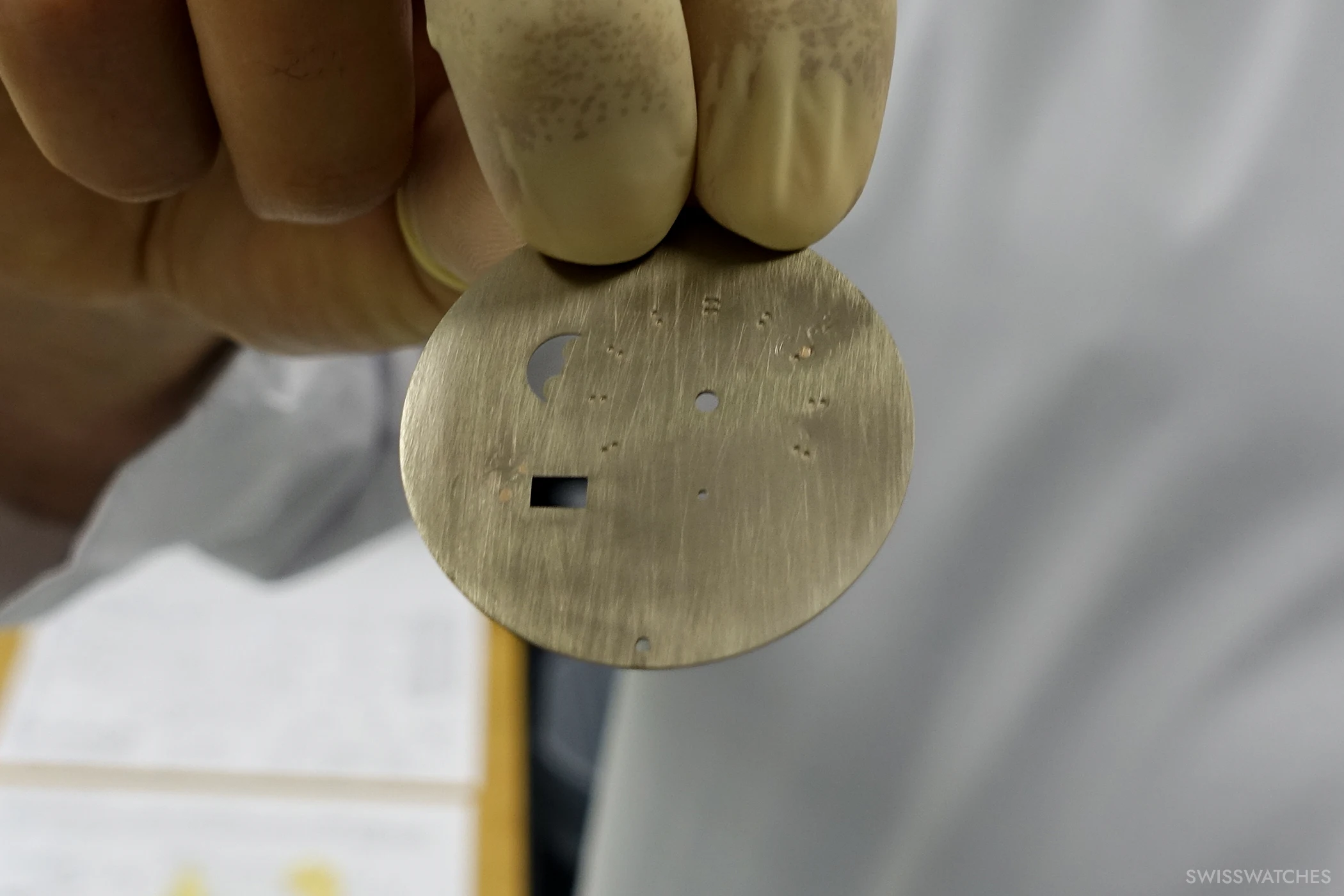
Nach den zuvor genannten Vorbereitungen beginnt die Serienfertigung eines Zifferblatts. Zunächst wird in der hauseigenen Stanzerei im Hauptgebäude der Manufaktur eine Rohplatine gestanzt und gefräst. Auf der Vorderseite werden dabei sämtliche Aussparungen für Anzeigen wie das Panoramadatum, die Mondphase oder die Zeigerlöcher geschaffen; auf der Rückseite hingegen werden Taschen für die sogenannten Indexfüßchen und für die späteren Applikationen eingefräst. Diese Rohplatinen sind außerdem stets mit zwei Referenzlöchern versehen – ein Detail, dessen Bedeutung der Produktionsleiter besonders hervorhebt: „Alle weiteren Bearbeitungsschritte und geometrischen Formen orientieren sich an diesen beiden Referenzlöchern. Damit wird sichergestellt, dass am Ende wirklich alles zusammenpasst.“
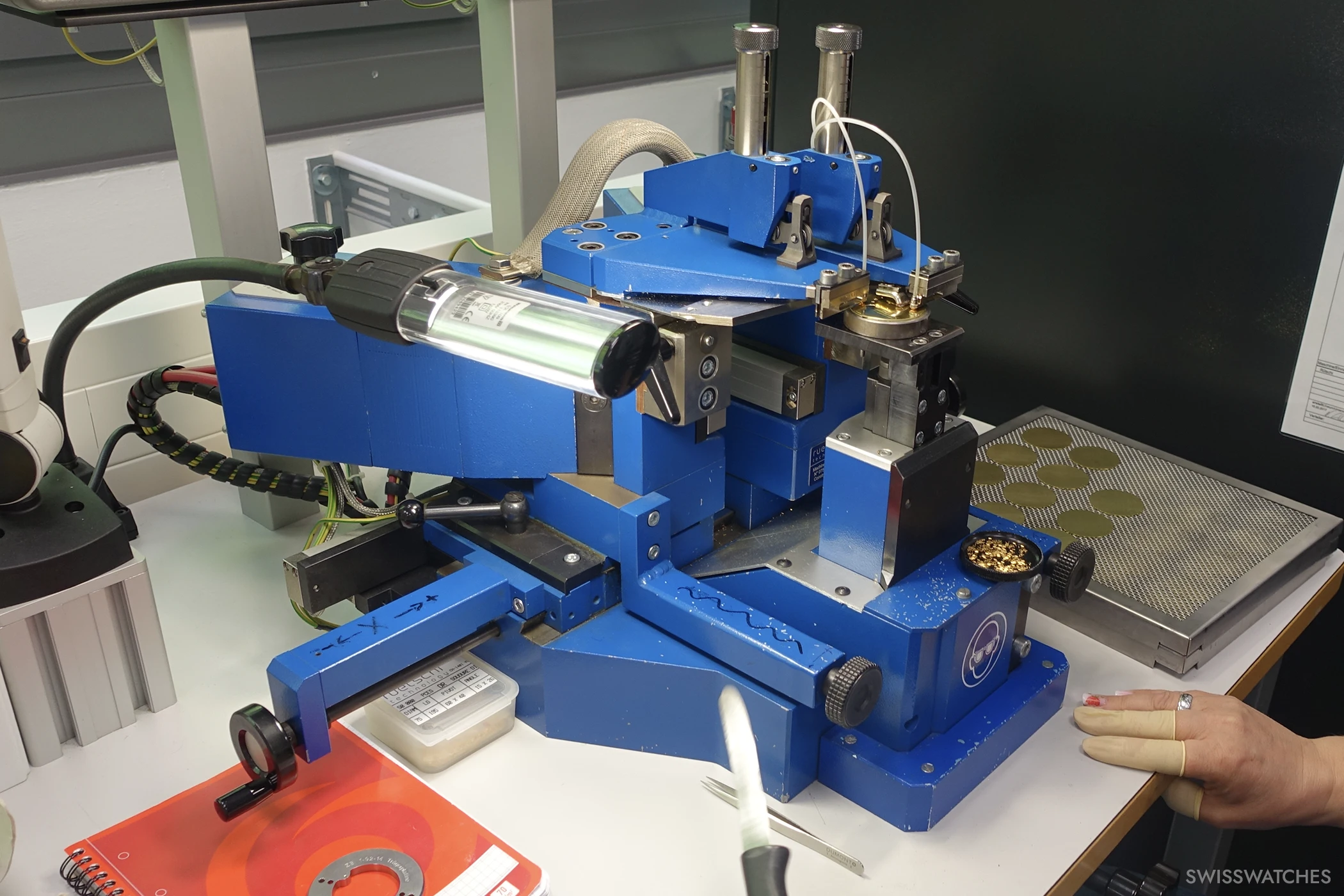
Anschließend gelangen die Rohplatinen nun erstmalig in die Zifferblattmanufaktur, wo als erster Arbeitsschritt das Anbringen der Zifferblattfüße auf der Rückseite erfolgt. Diese winzigen Füße aus Kupfer dienen dazu, das Zifferblatt später im Uhrwerk exakt zu fixieren und mit diesem zu verschrauben.
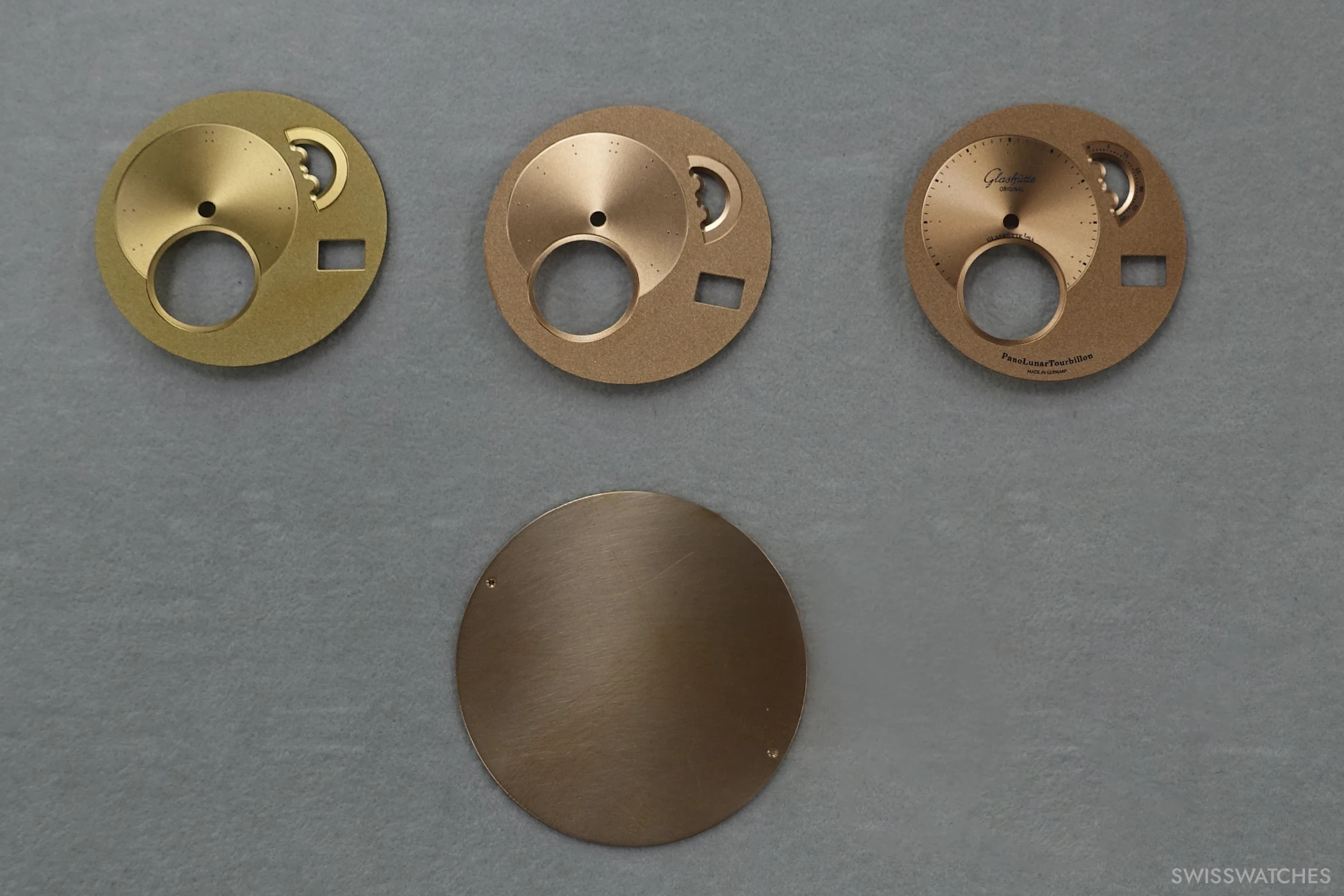
Glashütte Original verwendet für seine Zifferblattrohlinge insgesamt fünf verschiedene Grundmaterialien: Neusilber, Bronze und Messing sind die häufigsten – seltener kommen Echtsilber und Gold zum Einsatz. Im Regelfall wird auf Messing zurückgegriffen, sofern es keine speziellen ästhetischen Vorgaben gibt. Müssen jedoch etwa das Grundmaterial oder bestimmte Designelemente auf dem fertigen Zifferblatt sichtbar bleiben, werden auch Neusilber oder Bronze verwendet. Hintergrund ist, dass bei einigen Modellen das Grundmaterial abgenommen wird und die darunterliegende Grundplatte als Zierelement freigelegt werden soll. Darüber hinaus kann das Grundmaterial auch Einfluss auf den Farbton des fertigen Zifferblatts nehmen.


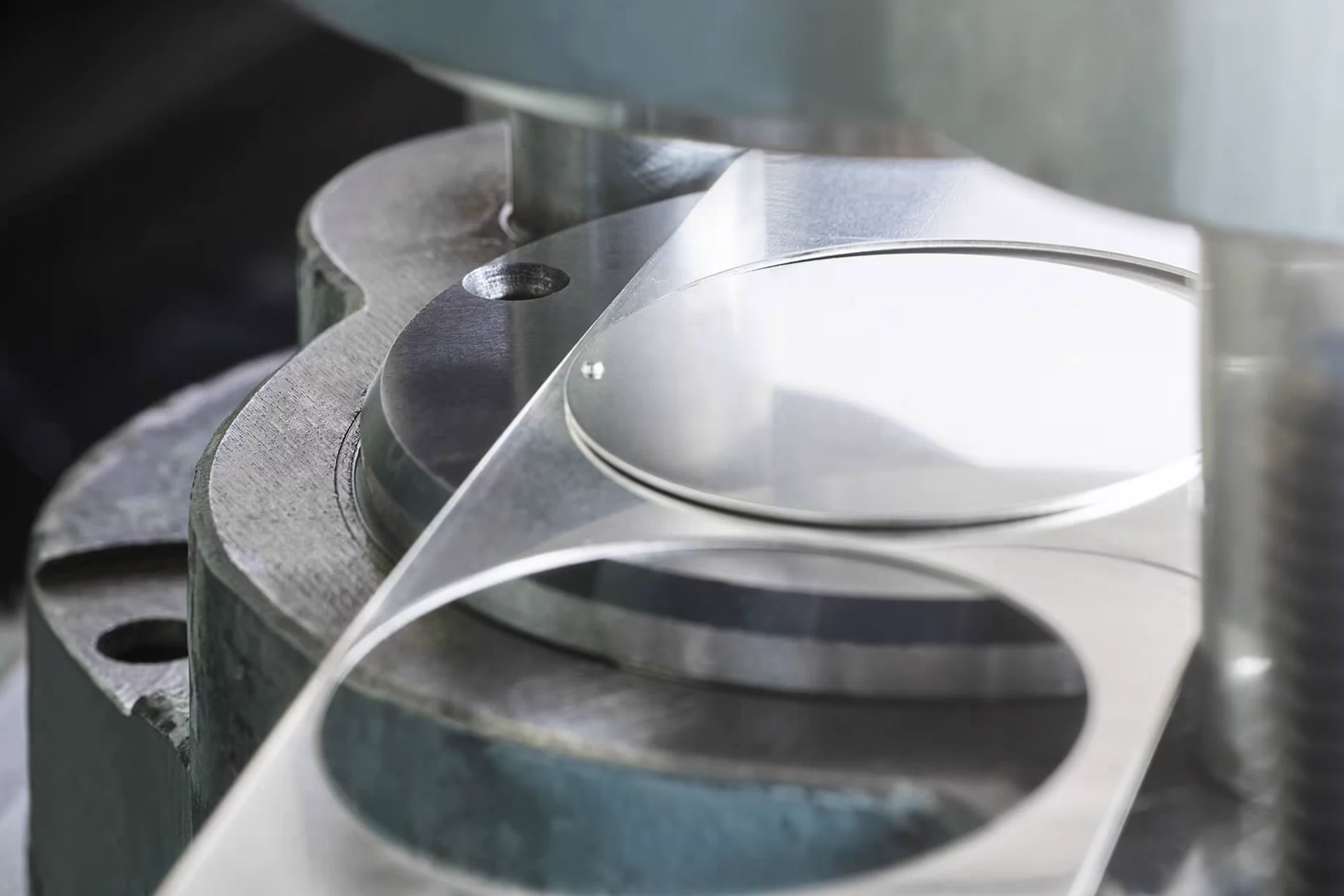
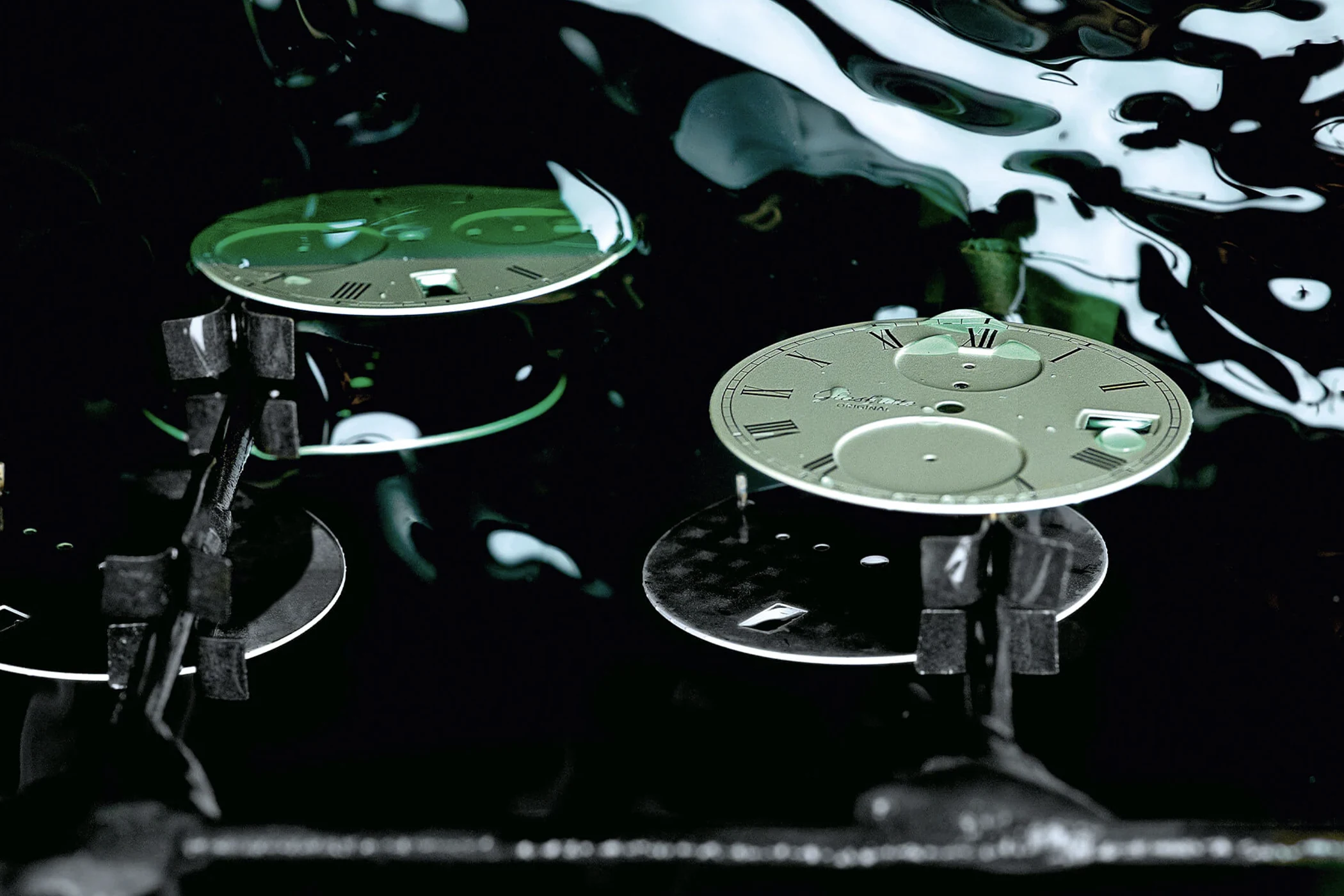
Die Mondscheibe – eines der charakteristischen Merkmale vieler Glashütte Original- Uhren – entsteht vollständig in der neuen Zifferblattmanufaktur. Ausgangspunkt ist jeweils ein im Haupthaus bereits gestanztes und verzahntes, jedoch noch ungeschliffenes Rohteil, das zunächst geschliffen und anschließend poliert wird. Danach werden die Sterne in drei Druckvorgängen per Abdeckdruck aufgebracht: Hierbei schützt eine spezielle Schicht die Sternmotive während des galvanischen Färbeprozesses, sodass sie ihren Glanz behalten und sich deutlich vom Hintergrund abheben. Im nächsten Schritt wird die Scheibe gestrahlt und anschließend galvanisiert – ein Verfahren, durch das die Mondscheiben ihren charakteristischen, satten Blauton erhalten.


Um die eigentlichen Monde sichtbar zu machen, werden im weiteren Verlauf Vertiefungen herausgefräst, die das Grundmaterial freilegen. Am Ende entstehen so zwei große, silberne oder roségoldene Vertiefungen auf der Mondscheibe, deren Böden wiederum leicht nach oben gewölbt sind. Wie eng Hauptmanufaktur und Zifferblattmanufaktur zusammenarbeiten, zeigt sich etwa an der speziell entwickelten Vorrichtung, mit der die Mondphasenscheiben in die galvanischen Bäder eingetaucht werden: Diese Gestelle werden im eigenen Werkzeugbau von Glashütte Original gefertigt.


Die Lasergravurmaschinen, in denen jene Kombination aus traditionsreicher und moderner Technologie besonders sichtbar wird, nehmen in der Zifferblattfertigung von Glashütte Original eine zentrale Rolle ein. Im Wesentlichen kommen sie für zwei Aufgaben zum Einsatz: Zum einen graviert die Lasergravurmaschine die Stichplatten für den Tampondruck. Dabei wird das jeweilige Druckmotiv – seien es Indizes, Ziffern oder Logos – präzise als Vertiefung in eine Metallplatte (die sogenannte Stichplatte oder auch Klischeeplatte) eingelasert. Diese Platte wird anschließend im Tampondruckverfahren mit flüssiger Tinte überzogen und genutzt, um das Motiv auf das Zifferblatt zu übertragen. Der Vorteil dieser individuellen Gravur besteht laut dem Produktionsleiter in einem besonders hohen Maß an Flexibilität. Sollte zum Beispiel ein Mitarbeiter im Druckprozess feststellen, dass das Logo zu nah an der Minuterie liegt, kann unkompliziert eine neue Stichplatte angefertigt und damit das Druckbild angepasst werden.
Zum anderen wird die Lasergravurmaschine genutzt, um verschiedene Werkteile – etwa Dreiviertelplatinen, Brücken oder Kloben – mit detailreichen Mustern zu verzieren, die in Handarbeit nur schwer oder gar nicht realisierbar wären. Ein Beispiel hierfür ist das Clous-de-Paris-Muster, bestehend aus vielen kleinen, dicht nebeneinanderliegenden Pyramiden, das ein intensives Lichtspiel erzeugt und unter anderem zifferblattseitig auf dem Werk der Senator Chronometer Tourbillon von 2023 zu finden ist.

Im Vergleich zur rein handwerklichen Bearbeitung bietet die Lasergravur ein deutliches Plus an Gleichmäßigkeit, und die Präzision des Lasers ermöglicht es, selbst sehr komplexe Motive umzusetzen – darunter ganze Bilder wie beispielsweise bei der PanoInverse Ref. 1-66-12-01-03-62, deren Dreiviertelplatine eine filigrane Skyline ziert.

Nicht zuletzt kann die Lasermaschine auch dreidimensionale Muster oder Formen erzeugen. Dazu wird die gewünschte Form – etwa die Mondscheibe der PanoLunarInverse – in verschiedene Schichten unterteilt, von denen Schicht für Schicht abgetragen wird, bis das dreidimensionale Objekt entstanden ist. Das Ergebnis ist beispielsweise ein im Relief gearbeiteter Mond, dessen Oberfläche die detailreichen Krater und Gebirgszüge unseres Erdtrabanten zeigt und sich eindrucksvoll vor dem dunkelblauen Aventurin-Firmament abhebt.


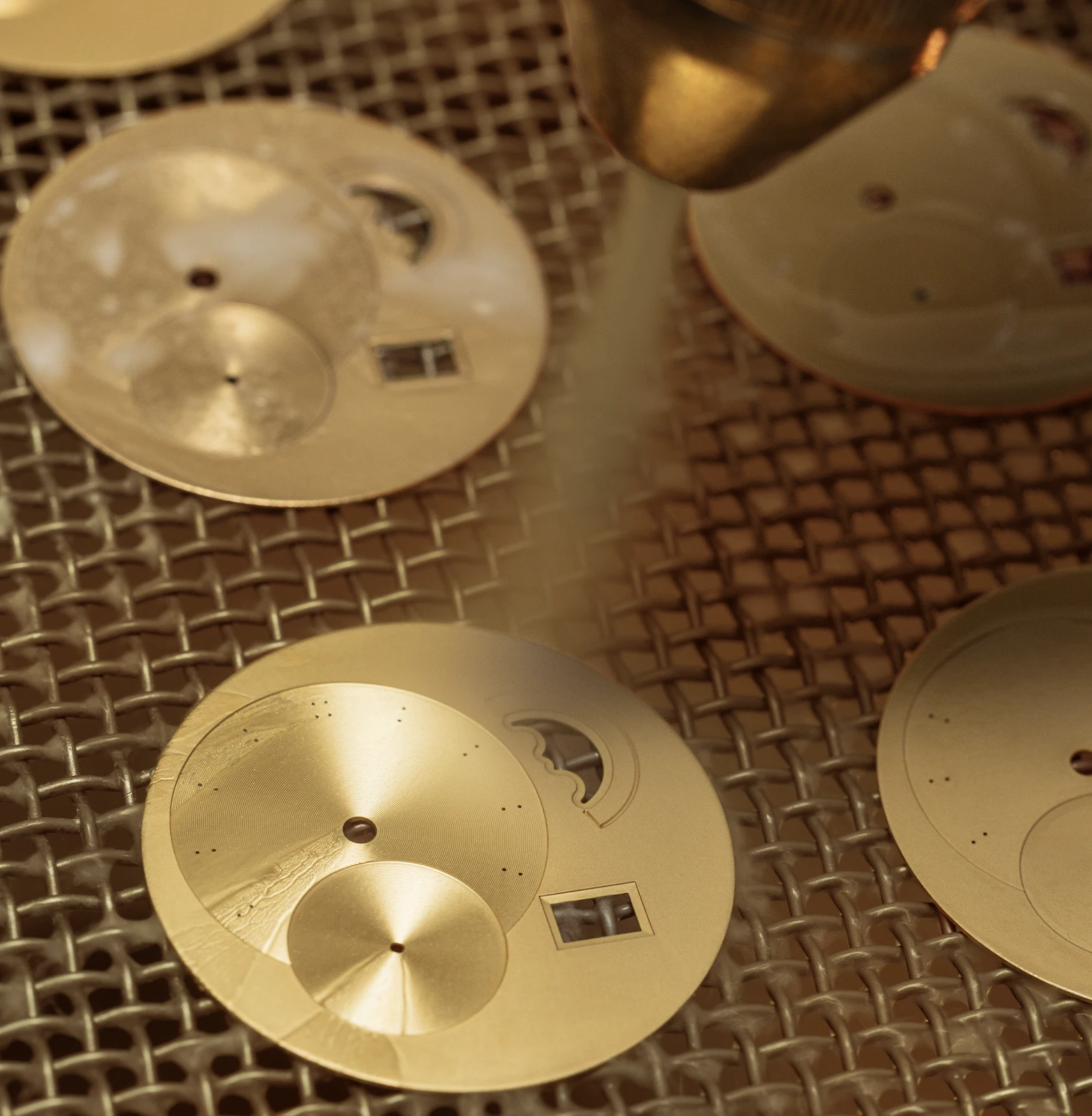
Die PanoMaticLunar, die im Jahr 2003 lanciert wurde, besticht optisch vor allem durch die dezentrale Anordnung von Stunden-, Minuten- und Sekundenhilfszifferblatt. Diese Gestaltung hat ihr international den Ruf als „German Watchface“ eingebracht und gilt heute als das emblematischste Design der Manufaktur.
Um diese ungewöhnliche und zugleich ästhetische Kombination zu erzielen, werden im nächsten Arbeitsschritt in der Zifferblattmanufaktur mit Hilfe eines speziellen Werkzeugs zwei Drehzonen in den Zifferblattrohling eingearbeitet. Zunächst wird die größere Zone für die Stunden- und Minutenanzeige eingedreht, gefolgt von der kleineren für die Sekundenanzeige. Dies liegt daran, dass die Sekundenanzeige tiefer in das Zifferblatt eingedreht wird und daher die größere Zone zuerst gefertigt werden muss.


An ebendieser Maschine wird zudem das sogenannte Schallplattenmuster – eine Variante des Azuré-Schliffs – in die Hilfszifferblätter eingedreht. Dabei entsteht ein kreisrunder Schliff, der je nach Designvorgabe gröber oder feiner ausgeführt werden kann. Der Grund: Das Rillenprofil bleibt bei galvanisierten Zifferblättern besonders gut sichtbar, während Lackierungen es leicht abschwächen können. Deshalb wird das Schallplattenmuster bei lackierten Zifferblättern grundsätzlich gröber ausgeführt.

Vom Bereich, der sich mit den Rohteilen und der „Geometrie“ des Zifferblatts befasst, gehen wir nun über zur Oberflächenbehandlung der Zifferblätter. In der Glashütte Original Zifferblattmanufaktur gehört unter „selber machen“ auch das Strahlen und Polieren der Zifferblätter und ihrer Bestandteile – ein Vorteil, den die eigene Fertigung vor Ort mit sich bringt.
Bei den Strahlautomaten wird zwischen zwei Varianten unterschieden: Der kleinere Sandstrahlautomat arbeitet mit winzigen Sandkörnern und sorgt so für eine matte, relativ raue Oberfläche. Die zweite Maschine arbeitet mit Glasperlenstrahlen und erzeugt ein seidig- mattes sowie gleichmäßig glänzendes Ergebnis. Der Grund für die unterschiedlichen Strahlvarianten liegt in der gewünschten Farbqualität, die ein Zifferblatt nach der Galvanik aufweisen soll: Ein galvanisch schwarzes Zifferblatt wird sandgestrahlt, da das Licht dadurch nicht reflektiert wird und der schwarze Effekt verstärkt wird. Ein galvanisch blaues Zifferblatt hingegen kommt durch den Glanzeffekt besser zur Geltung, weshalb hier die Glasperlenstrahlung angewendet wird.
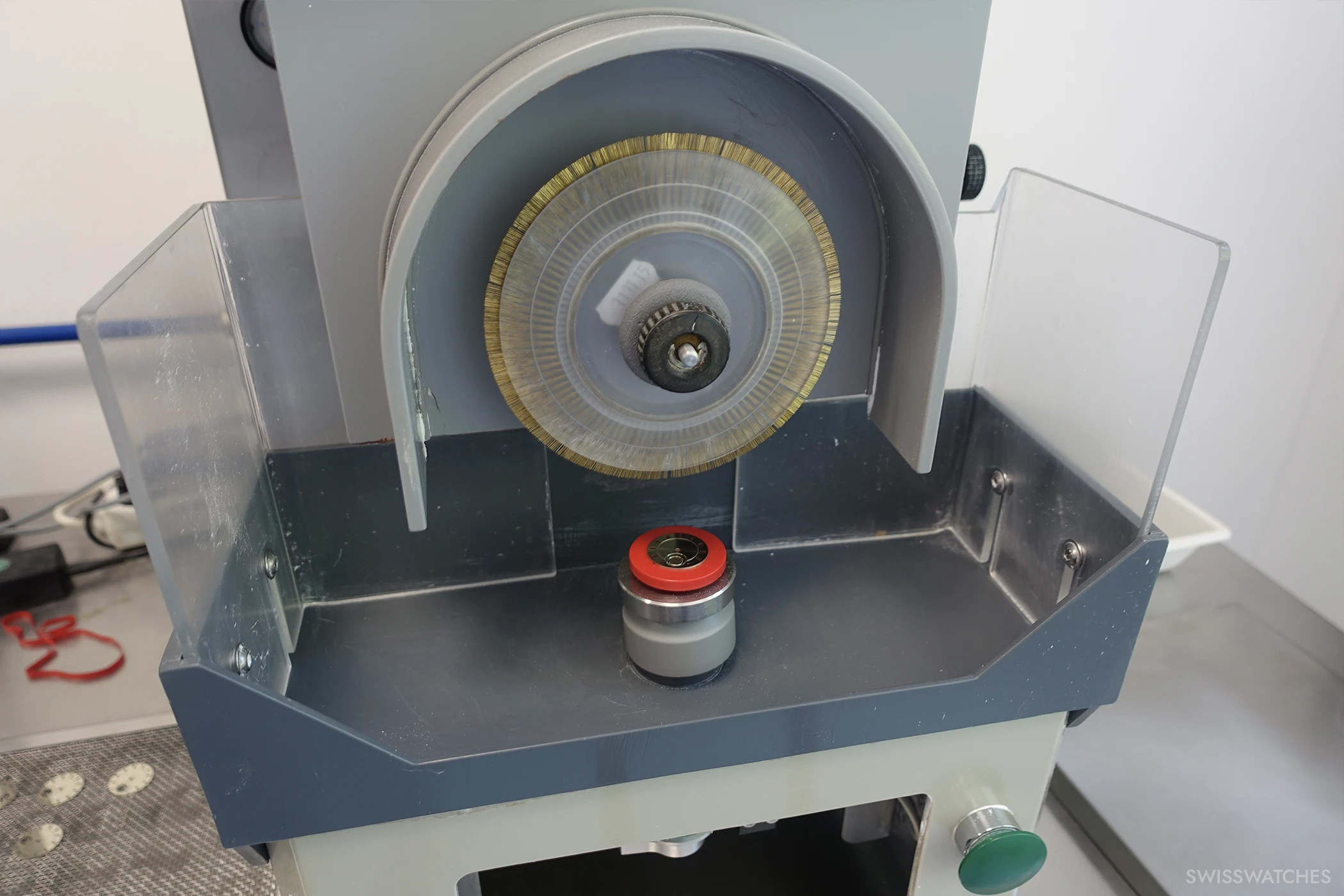
Auch beim Schleifen und Polieren der Zifferblätter gibt es verschiedene Funktionen: Zum einen wird die Schweißbeule, die durch die Zifferblattfüße entsteht, durch Schleifen entfernt; zum anderen sorgt das Polieren dafür, dass der Sonnenschliff eine feine, strukturierte Grundlage erhält. Der Sonnenschliff (oder Strahlenschliff) entsteht bei Glashütte Original ebenfalls an einer speziell dafür vorgesehenen Maschine. Dabei wird das Zifferblatt auf einem Drehteller befestigt und eine feine Schleifbürste von oben herabgelassen, die vom Mittelpunkt aus radial über die Oberfläche geführt wird, sodass die charakteristischen strahlenförmigen Linien entstehen.

Alle hier ausgeführten Arbeiten gelten jedoch als Vorarbeit für den nächsten Schritt in der Produktion: die Farbgebung des Zifferblatts mittels galvanischer Bäder und Lackierung.

In der Zifferblattmanufaktur von Glashütte Original gibt es zwei Hauptstrecken im Bereich Galvanik. Zunächst erfolgt die Vorbereitung, bevor die eigentlichen Farbbäder zum Einsatz kommen: Der erste Schritt ist das Reinigen. Nachdem die Teile abgelöst wurden, werden sie in Ultraschallbecken gelegt, wo sie elektrisch entfettet werden – eine Lauge entfernt Fette von der Oberfläche. Zusätzlich gibt es noch eine Beize als weiteren Vorbehandlungsschritt, bevor die Bauteile schließlich in die Farbbäder gelangen.
Als Farbbäder stehen unter anderem Nigre-Schwarz, Gelbgold – das nicht nur als Farbton für gelbe Goldzifferblätter dient, sondern auch als Untergrund- oder Sperrschicht für spätere Farbschichten verwendet wird –, Roségold und Silber zur Verfügung. Darüber hinaus gibt esdie Hauptfarben Schwarznickel, Graunickel und Glanznickel. Das komplizierteste und laut dem Produktionsleiter „mürrischste“ Bad ist jedoch das galvanisch blaue Bad. Dieses Bad ist nicht stabil, weshalb jeden Morgen Testserien eingefärbt werden müssen, um zu prüfen, wie lange der jeweilige Färbeprozess dauert. Im nächsten Schritt bleibt das Ergebnis dennoch vage, sodass das zu färbende Zifferblatt immer wieder aus dem Bad genommen und mit einem Muster abgeglichen wird – gegebenenfalls wird der Vorgang wiederholt und das Zifferblatt nochmals eingehängt. Dieser Prozess kann bis zu drei- oder viermal erfolgen, bis schließlich der gewünschte Blauton erreicht ist.
Direkt neben der Galvanik befindet sich die Lackiererei. Der Grund: Die galvanisierten Teile erhalten direkt im Anschluss einen sogenannten Zapon-Schutzlack, der die Metalle vor Anlaufen, Korrosion und Oxidation schützt, ohne die Oberfläche wesentlich zu verändern oder zu verfärben.
Nachdem die Zifferblätter nun ihre endgültige Form, Oberflächenbehandlung, Zierschliffe, Farbe und Lack erhalten haben, folgt im nächsten Arbeitsschritt das Bedrucken. Im Tampondruck – einem indirekten Tiefdruckverfahren, das sich besonders für unebene, gewölbte oder sehr kleine Oberflächen eignet – werden unter anderem die Minuterie sowie das Logo auf das Zifferblatt aufgebracht. Um die Druckbilder auf den Silikonstempel – den sogenannten Tampon – zu übertragen, wird die zuvor mittels Laser gravierte Stichplatte verwendet.
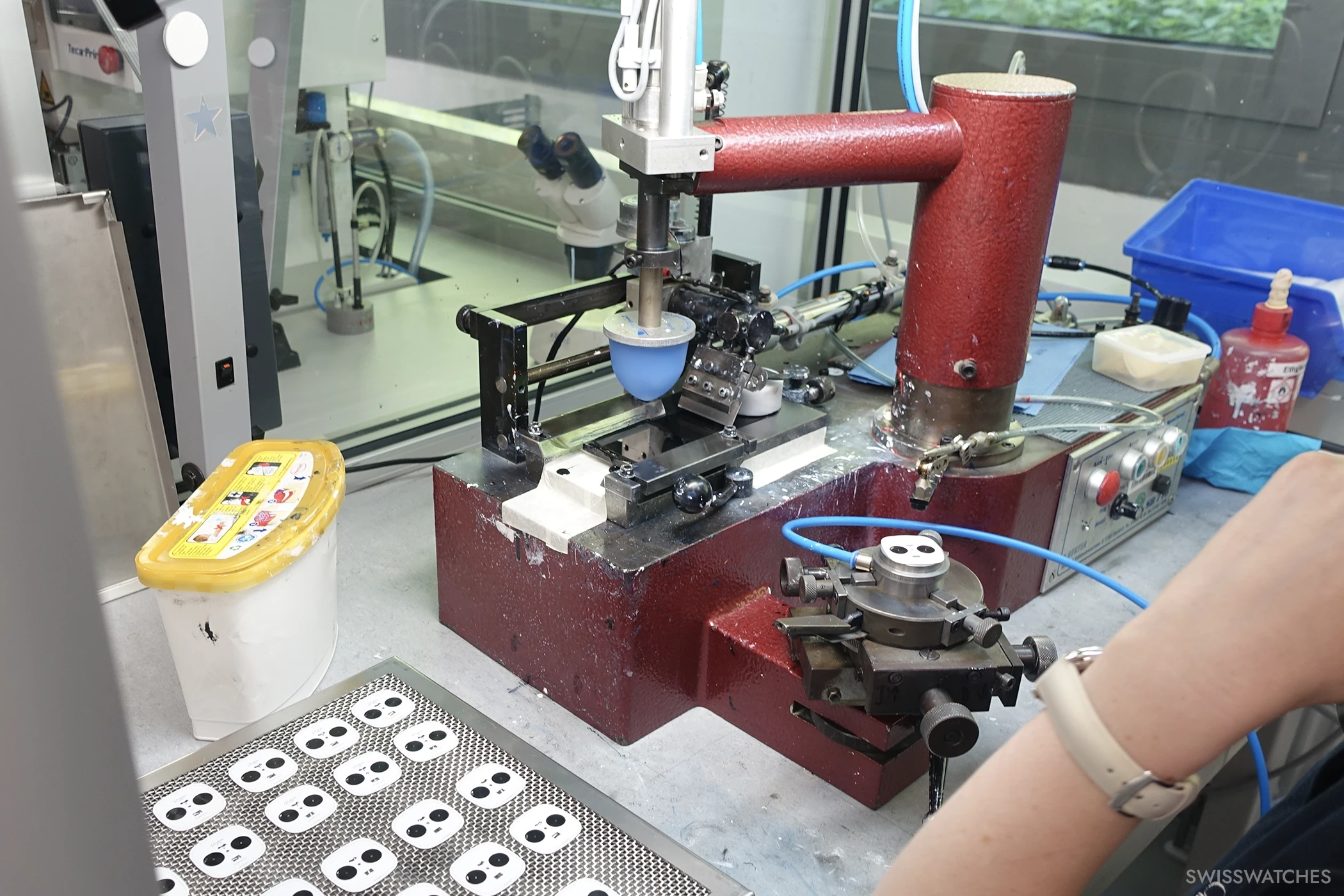



Um eine gewisse Dreidimensionalität der bedruckten Elemente zu erzielen, wird die Farbe in insgesamt drei aufeinanderfolgenden Druckdurchgängen aufgetragen. Minuterie und Logo werden jedoch in unterschiedlichen, aufgeteilten Druckvorgängen aufgebracht, da sich die Dicke der Motive unterscheidet: Während die Minuterie schon nach weniger Durchgängen eine räumlich-reliefartige Ästhetik aufweist, braucht das Logo meist mehrere Schichten, um den gewünschten dreidimensionalen Effekt zu erreichen. Wie der Produktionsleiter berichtet, kann dies bei besonders aufwendigen Zifferblättern wie etwa der Glashütte Original Capital Edition (Ref. 1-37-01-04-02-35) bis zu 14 unterschiedliche Druckvorgänge und mehrere Tage Arbeit für ein einziges Zifferblatt erfordern.

Der Produktionsleiter beschreibt die Arbeit in der Druckerei mit den Worten: „Da steckt Herzblut dahinter“. Das zeigt sich auch daran, dass hinter jeder Maschine ein Mitarbeiter steht, der diese manchmal mehrere Stunden lang für den bevorstehenden Druckprozess einrichtet. Neben den Sternen der Mondphasenanzeige werden in der Druckabteilung zudem Komponenten wie Anzeigescheiben und Ringe für das Panoramadatum oder für die Kalenderanzeigen von Jahres- und Ewigen Kalendern im Tamponverfahren bedruckt. In dieser Abteilung wird außerdem die Leuchtmasse per Hand auf die Zeiger und Indizes aufgetragen.

Das Können der Zifferblattmanufaktur umfasst auch einige besondere Zifferblattmethoden, darunter die Anreibeversilberung und die Herstellung von Perlmuttzifferblättern. Die manuelle Anreibeversilberung ist ein traditionelles Handwerk, das heutzutage nur noch von wenigen Fachleuten ausgeübt wird. Zunächst wird ein Rohling aus Massivgold oder Messing graviert, die Gravuren mit schwarzer Farbe ausgelegt und im Ofen gebrannt. Anschließend wird die überschüssige Farbe entfernt, bis nur noch eine tiefschwarze Einlage erhalten bleibt. Danach wird das Zifferblatt mit einer Mischung aus Feinsilberpulver, Salz und Wasser und mittels einer Bürste sanft abgerieben. Auf diese Weise entsteht ein gleichmäßig schimmerndes, mattes Silber-Finish. Beispiele hierfür sind das Alfred Helwig Tourbillon 1920, die Senator Chronograph Panoramadatum in Platin und die Senator Chronometer in Weißgold.


Perlmutt ist ein organisches Material aus der innersten Schicht bestimmter Muscheln, begehrt wegen seines Schimmers und seiner Festigkeit. Wegen seiner Sprödigkeit sind bei der Fertigung äußerste Sorgfalt und Fingerspitzengefühl erforderlich – ein Perlmuttzifferblatt ist nur 0,4 mm dünn. Um es zu schützen, wird es auf eine ebenso dünne Trägerplatte aus Messing oder Neusilber montiert. Farbige Effekte entstehen durch das Auftragen von blauem oder rosafarbenem Lack zwischen Zifferblatt und Trägerplatte, wodurch das Perlmutt einen zarten Farbton erhält.
Eine spezielle Ausbildung zum Zifferblattspezialisten gibt es bei Glashütte Original nicht – im eigenen Haus werden ausschließlich Uhrmacher, Werkzeugmechaniker und Zerspanungsmechaniker ausgebildet. Der Produktionsleiter selbst kommt ursprünglich aus der Zahntechnik, der Lackierer aus der Automobilbranche, weitere Mitarbeiter aus der Goldschmiedekunst und wieder andere aus dem Modellbau. Sie alle werden jedoch durch jene Eigenschaften geeint, die laut dem Produktionsleiter unerlässlich für die Fertigung von Zifferblättern sind: „Geduld mit einem selbst, Fingerfertigkeit und nicht zuletzt die Leidenschaft für Feinmechanik.“











